
Как соединять трубопровод
От монтажа составных элементов тоже много что зависит, поэтому расскажем, как правильно соединять комплектующие, чтобы они отслужили весь эксплуатационный период и даже больше.
Сперва уделите немного времени и сил на тренировку. Просто попрактикуйтесь в соединении частей, чтобы сделать все быстро и детали не остыли из-за медлительности исполнения. Для разогрева своего навыка:
- Сделайте трубки необходимого размера, чтобы подогнать под нужный размер, воспользуйтесь специальными ножницами.
- Очистите полученные куски от заусениц, жира, слоя пыли и всяческой грязи.
- Маркером поставьте пометку в месте где будет располагаться фитинг, это стоит делать, если объединение будет происходить муфтовым способом.
- Паяльник должен быть крепко зафиксирован на рабочем месте. Не пренебрегайте инструкцией, чтобы не ошибиться в эксплуатации.
- Насадки нужно закрепить на «Утюжке».
- В пайке полипропиленовых труб таблица примерных величин, станет хорошим советником и помощником, чтобы подобрать нужную температуру для каждого из случаев.
- После нагревания «Утюга» спустя 3 минут, нацепите фитинг и трубочку на насадку и ждите время, которое указанно в таблице. Помните про окружающую температуру среды.
- Быстро снимите разогретые составные части с насадок и скомпилируйте их. Помните, не стоит их сильно давить! Прилагайте небольшие, но ощутимые усилия. При Муфтовом методе допустимо легкое вращение деталей, чтобы они проникли внутрь друг друга.
- Выжидаем немного времени и вот союз двух частей скреплен и надежен.
- Пока температура поделки снижается не трогаем ее лишний раз. Через час трубопровод будет готов транспортировать воду.
Watch this video on YouTube
Как пользоваться паяльником
Чтобы понять, как спаивать полипропиленовые трубы, нужно разобраться с технологией работы паяльника. Итак, начнем.
- Паяльник нужно установить на ровную поверхность. Устанавливаются необходимого диаметра насадки, затягиваются специальными ключами. Поближе к краю должна устанавливаться насадка, которая потребуется для того, чтобы спаивать непосредственно на стене. Все раздельно расположенные части трубопровода удобнее будет собирать на стационарно расположенном паяльнике, по силам самому. А вот собирать части в цепь на стене нужно будет уже с помощником.
- Правильная пайка должна начинаться только после прогрева инструмента до рабочей температуры, примерно по истечении 10-15 минут после его включения. Помните про номинальную рабочую температуру для того, чтобы качественно проводит спайку.
- Паяльник нельзя выключать из сети на протяжении всей работы, т.е. пока вы все будете спаивать.
- Две детали нужно нагревать одновременно.
- Остающийся на насадках пластик нужно удалять брезентовой ветошью после монтажа каждого фрагмента. Не допускается чистить остывшие насадки.

Технология пайки полипропиленовых труб
Далее будут рассматриваться правила пайки полипропиленовых труб .
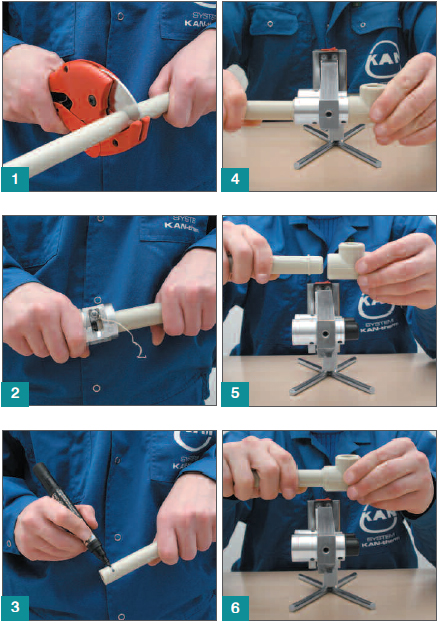
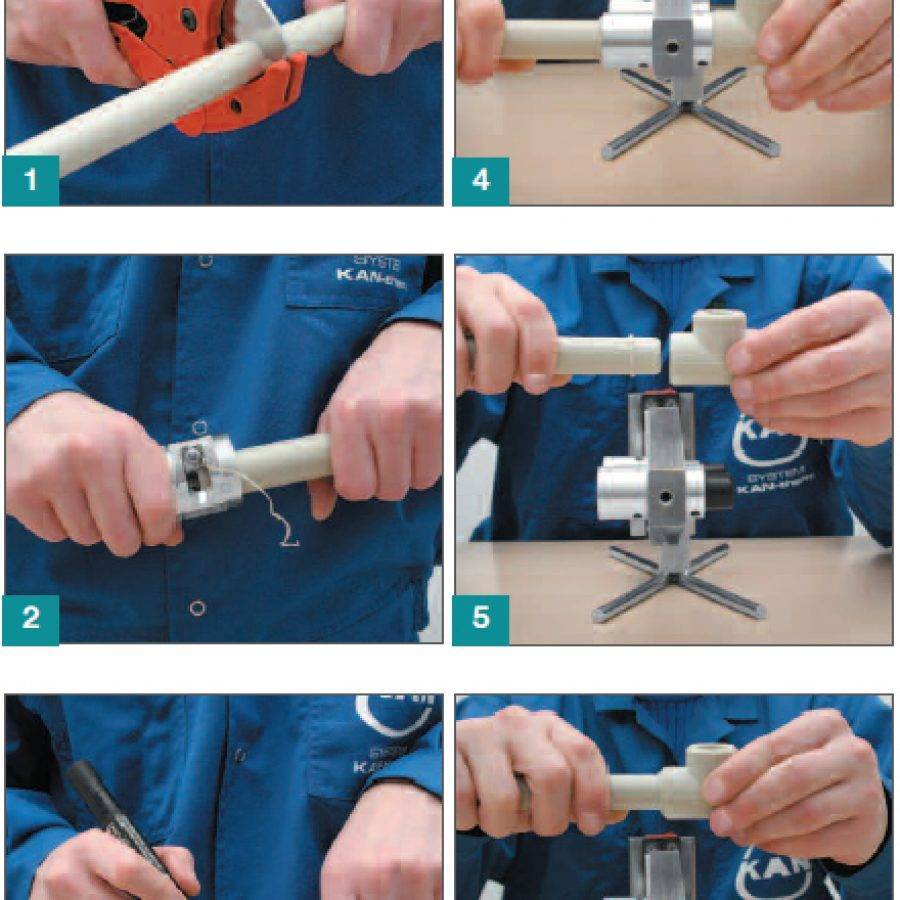
1. Специальными ножницами обрезаете нужный кусок перпендикулярно оси.
2. Выбираете нужного размера фитинг
Здесь обращаем внимание, что не нагретый фитинг должен обладать внутренним диаметром, который будет чуть-чуть меньше, чем наружный диаметр трубопровода
3. Конец трубы и раструб фитинга очищаете от загрязнений, обезжириваете спиртом или мыльной водой и просушиваете.
4. Соединяемые детали устанавливаете на соответствующую насадку на паяльнике. Изделие нужно вставлять на полную глубину сварки в гильзу, а на дорн должен одеваться раструб фитинга.
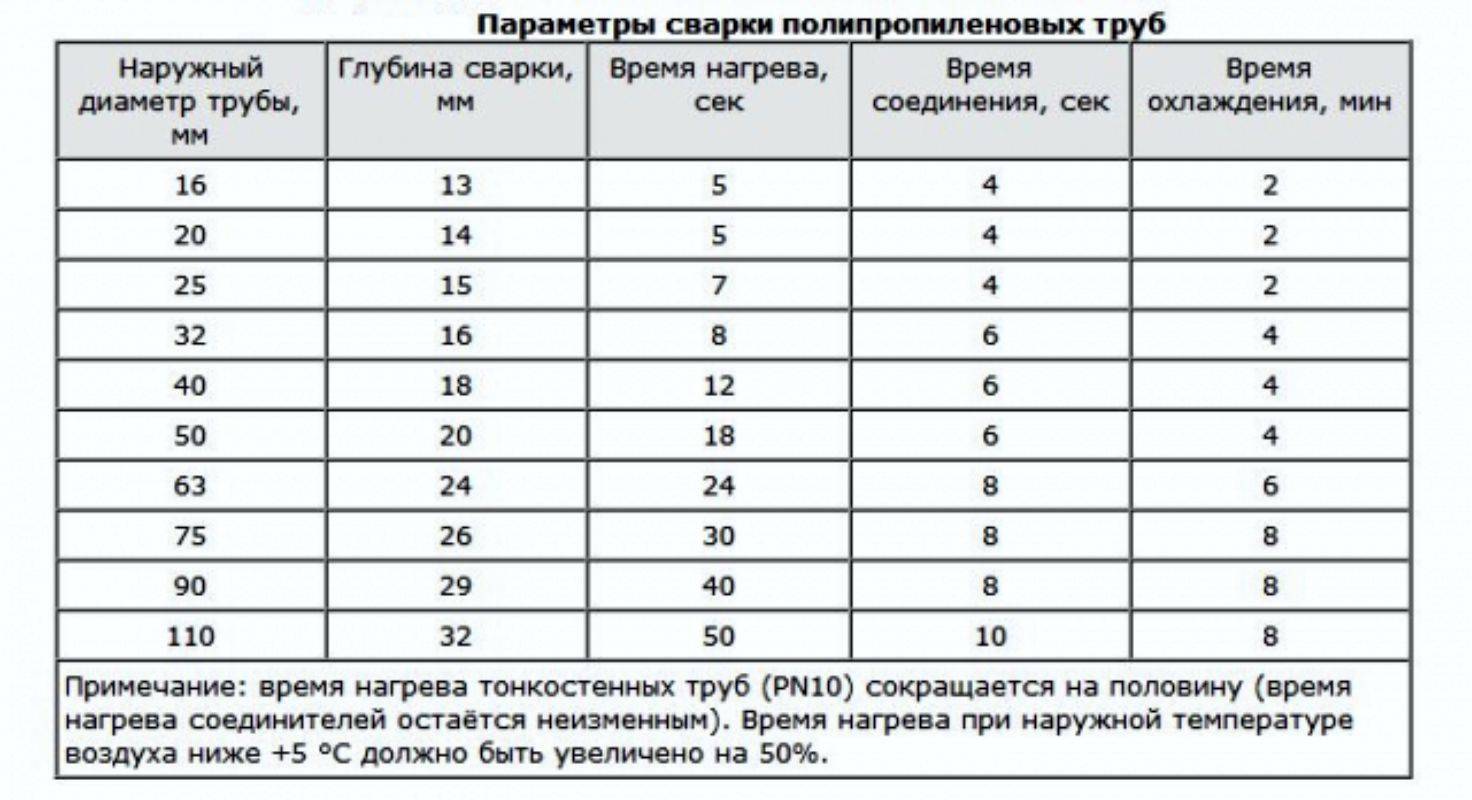
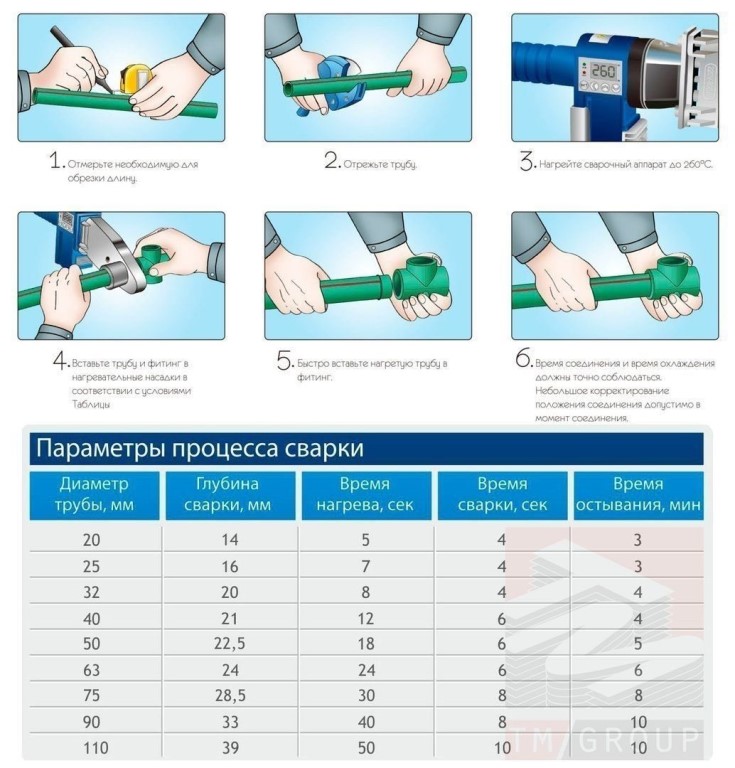
5. После помещения деталей в насадки необходимо выдержать время нагрева. Здесь нужно действовать в соответствии с данными нижеприведенной таблицы. Поясним, что в таблице указывается время, необходимое для нагрева деталей. Однако данные применимы к температуре воздуха 20°С. Если вы работаете во время более низкой температуры, то нагревать детали нужно дольше, а если во время более высокой, то сокращать. Далее приведена таблица время пайки полипропиленовых труб.
6. После разогрева детали снимаете с паяльника и соединяете вместе
Здесь обращаем внимание, что соединение должно осуществляться без поворота по своей оси и на всю глубину раструба фитинга. Операцию нужно выполнять быстро с соблюдением соосности
7. Если вы сделали все правильно, то после соединения по краю раструба должен появиться сплошной наплыв пластика. Пример вы можете увидеть ниже.
8. Далее выдерживаете время на охлаждение деталей. В этот период недопустимы различного рода деформации (изгибы или повороты по оси)
Здесь обращаем внимание, что если произошло соединение и смещена соосность или угол взаиморасположения, то деталь должна вырезаться и устанавливаться заново. Спаивать тройники, уголки и краны нужно с особым вниманием
Так, например, ручка крана должна легко перемещаться.

Если вы не знаете, как правильно паять полипропиленовые трубы, то желательно выполнить пробные спайки. Чтобы проконтролировать качество спайки, можно разрезать опытный образец вдоль своей оси. Должна получиться монолитная конструкция.

Не стоит забывать, что технология пайки полипропиленовых труб предполагает соблюдение техники безопасности, т.к. проводить ее вы будете с применением высоких температур, электроинструмента и пластика, который будет во время нагревания выделять вредные пары.
Советуем почитать:
- Способы соединения пластиковых труб между собой и с металлическими
- Как выбрать паяльник для пластиковых труб
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.


![[инструкция] пайка полипропиленовых труб | видео](https://estatemebel.ru/wp-content/uploads/c/0/b/c0bb753d3ac0fa12c74f75c673f6fc2a.jpeg)


![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://estatemebel.ru/wp-content/uploads/6/b/8/6b850b7be9b20d65e106b622bbaa0312.jpeg)

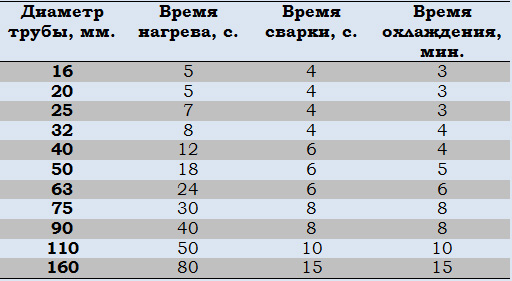
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Какая нужна температура нагрева?
Для получения прочного соединения важно определить точную температуру нагрева. При её отклонении в ту или другую сторону существует риск повреждения пластика в процессе эксплуатации и появления протечек
При низкой температуре пластик расплавится недостаточно, и крепление получится непрочным. При её избытке он излишне деформируется, и из-за образования наплывов диаметр отверстия уменьшится. Да и вставить перегретую и слишком размягченную трубу в фитинг будет проблематично.
Температура нагревательного элемента задается механическим (биметаллическим) или электронным термостатом. Если для работы с полиэтиленом требуется температурный режим в пределах 220°С (±5), то полипропилен сваривают при более высокой температуре 260°С. Специалисты советуют при приобретении сварочного аппарата сразу же выставить нужную температуру и в дальнейшем её уже больше не менять. На старых «паяльниках» она не регулируется вовсе, но такие аппараты вполне пригодны для использования.
Время нагревания труб зависит от их диаметра. Соблюдать его необходимо точно:
- 20 мм: нагревание производится не более 6 секунд;
- 25 мм: для спайки достаточно 7 секунд;
- 32 мм: время обработки 8 секунд;
- 40 мм: нагрев 12 секунд.
Современные аппараты для сварки полипропилена оборудованы системой светового или звукового оповещения. Достаточно лишь задать нужную температуру и время.
Следует обращать внимание и на температуру окружающего воздуха. В холодных помещениях время нагрева паяльника увеличивают на 2-3 секунды
Хотя подбирать это время лучше опытным путем. При температуре воздуха ниже +5°С время нагрева увеличивается на 50%.
Диффузная пайка полипропиленовых труб (ППР) – инструкция
Процесс правильнее назвать сваркой, так как соединение происходит без использования припоя. Он включает два основных этапа: разогрев стыкуемых деталей и их плотное прижимание.
Для работы потребуются следующие инструменты:
- Рулетка, карандаш.
- Труборез.
- Перчатки.
- Фитинги или муфты.
- Спирт, чтобы обезжирить поверхность перед пайкой.
- Сварочный аппарат.
Также запаситесь салфетками, ветошью, наждачной бумагой. При прокладке системы коммуникаций также может потребоваться уровень.
Подготовка труб и фитингов
При пайке элементы должны войти один в другой на определённое расстояние, которое зависит от их диаметра. Недостаточная площадь контакта ослабит соединение, излишняя – уменьшит просвет трубопровода в области стыка.
Порядок действий:
- Перед тем как паять трубы из полипропилена, очистите их от пыли, грязи. Слейте остатки жидкости, если она есть, протрите чистой салфеткой. Для надежности поверхности рекомендуется обезжирить, но большинство мастеров этим советом пренебрегают.
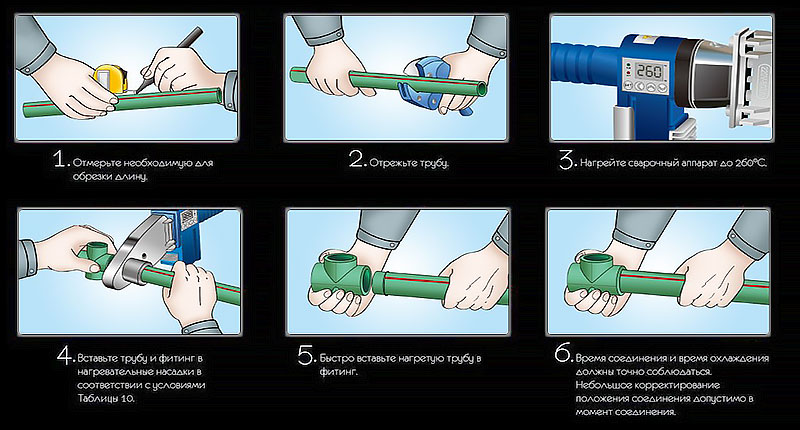
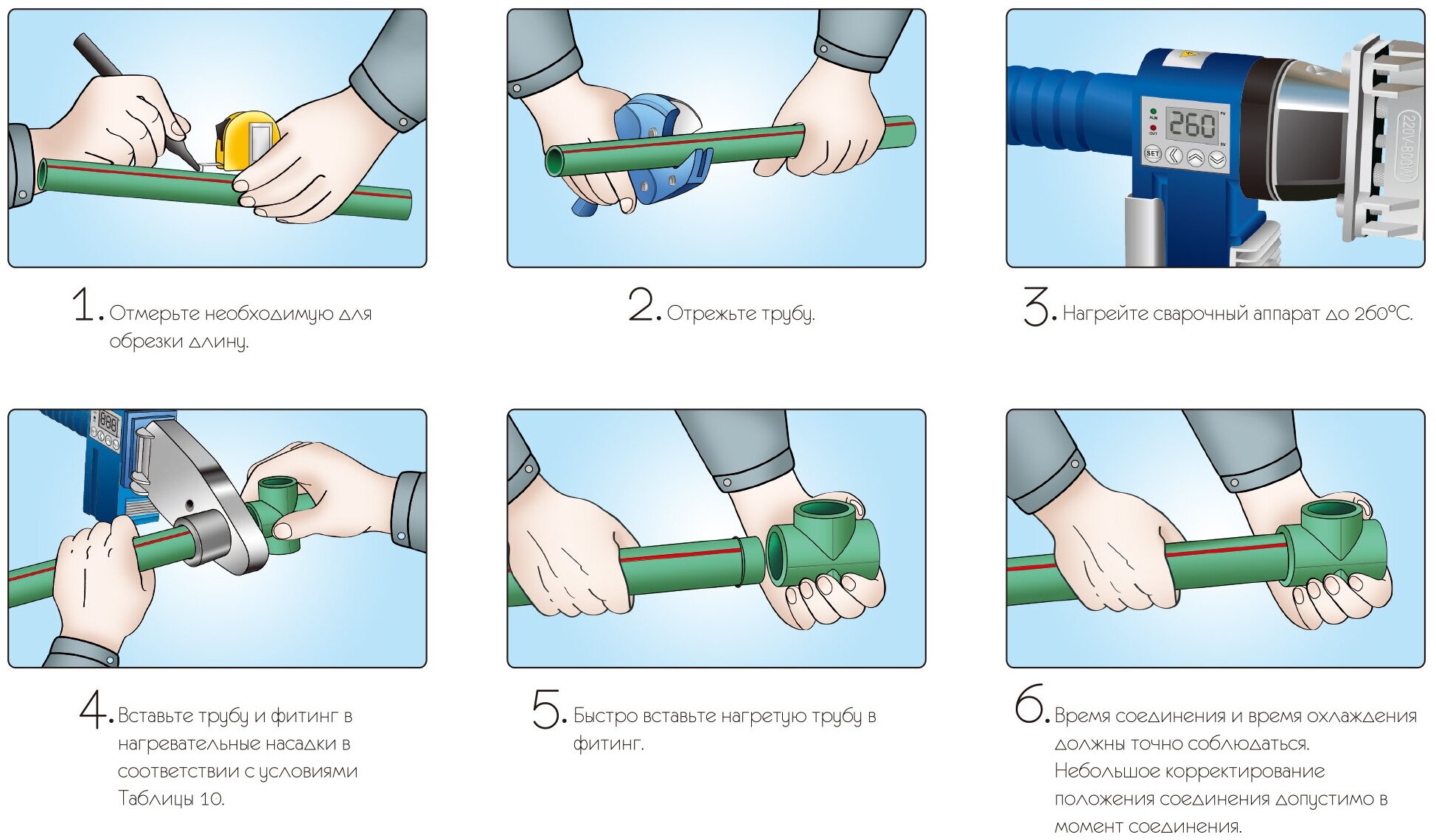
- Отмерьте нужную длину, проведите карандашом черту. Не забудьте дать припуск на стык.
- Отрежьте участок труборезом. Для этого поставьте лезвие на отметку строго под прямым углом. Придерживая трубу свободной рукой, жмите на рукоятку, пока она не разрежется. У вас должен получиться гладкий срез с ровными краями.
Если край неровный, лишняя часть войдет глубже и уменьшит просвет. Подровняйте его строительным ножом или сделайте еще один разрез, если позволяет длина.
Как правильно паять трубы из полипропилена – последовательность работы
Для пайки потребуется специальный аппарат. Обычно на обе муфты нанесено тефлоновое покрытие, которое блокирует прилипание полипропилена. Рабочие участки прогреваются до температуры 260-280 oC, что запускает процесс термической диффузии в ППР.
При контакте с горячей поверхностью легко обжечься, поэтому используйте защитные перчатки.
Подготовка паяльника:
- Выбранные насадки установите на платформу, закрепите. Они должны соответствовать диаметру свариваемых элементов.
- Расположите паяльник на устойчивой горизонтальной поверхности, вдали от горючих веществ и легко воспламеняющихся предметов.
- Задайте нагрев 260 oC.
- Подключите прибор к сети. При этом загорится светодиодный индикатор.
- Через 15-20 мин. лампочка погаснет. Сразу после этого паяльник готов к работе. Подождите 5 секунд и приступайте.
Горячий пластик выделяет вредные пары. Защищайте органы дыхания респиратором или проветривайте помещение.
Пайка полипропиленовых труб своими руками – порядок действий
Свариваемые участки просуньте в соответствующие отверстия. Не проворачивая, протолкните на нужное расстояние. Засеките таймер.
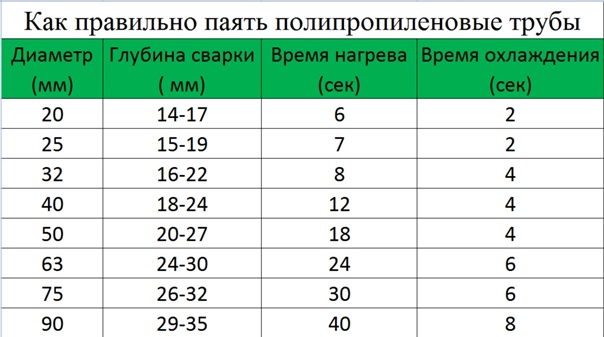
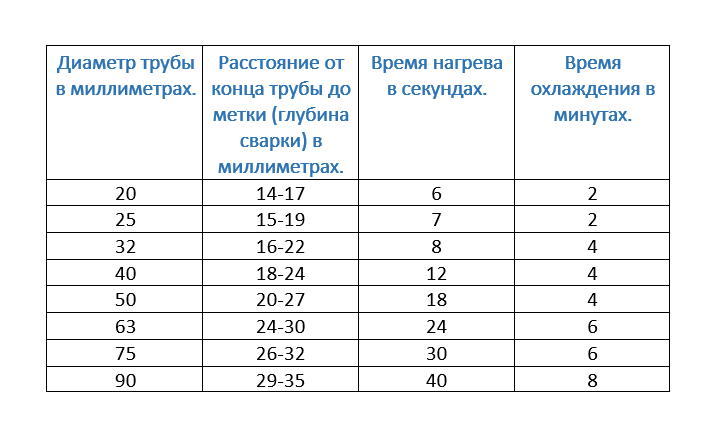
Время прогрева и его интенсивность зависит от нескольких факторов. В таблице я собрал примерные значения при комнатной температуре (около 20 oC).
| Диаметр трубы, мм | Глубина пайки, мм | Продолжительность нагрева, сек. | Продолжительность сварки, сек. |
| 20 | 14-15 | 5 | 4 |
| 25 | 18 | 7 | 4 |
| 32 | 20 | 8 | 5 |
| 40 | 22 | 12 | 6 |
| 50 | 23 | 18 | 6 |
| 63 | 24 | 22 | 7 |
| 75 | 28 | 30 | 8 |
Превышать время нагрева не рекомендуется. Это приводит к внутренним натёкам полипропилена, уменьшающим проходимость трубы.
Сварка стыка
Быстро снимите с насадок трубу и фитинг. У вас есть 2-4 секунды, чтобы аккуратно соединить их. Зафиксируйте положение на 5 сек., чтобы стык приварился. Не наклоняйте и не поворачивайте.
Полное остывание происходит за 3-4 минуты.
Пока насадки горячие, с них можно убрать следы пенопропилена (если они остались). Сделайте это бумажной салфеткой. Не очищайте остывшие нагревательные элементы. Вы можете повредить антипригарное покрытие.






Во время застывания детали фиксируют в нужном положении. На корректировку положения мастера отводят 1-2 секунды. За это время можно исправить небольшие недочеты.
Охлаждение и проверка герметичности
Качество сварки определяют по маленькому валику (наплыву) по окружности. При его отсутствии можно заподозрить недостаточную герметичность. Если образовался высокий бугорок, значит температура была слишком высокой. Есть вероятность, что внутреннее сечение частично перекрыто.
Недопустимо принудительное охлаждение стыка – это приводит к растрескиванию и деформации.
После завершения процесса пайки и визуального осмотра пускают воду. Напор увеличивают постепенно. Швы внимательно осматривают, чтобы исключить возможность протечек. По силе напора контролируют проходимость.
Как подбираются насадки для пайки полипропиленовых труб
Насадки для паяльника
При выборе размера и формы активной части сварочных аппаратов обращают внимание на эксплуатационные характеристики насадок. Они должны быть прочными, обладать высокой теплопроводностью, сохранять форму при сильном нагреве
Насадки позволяют достаточно быстро работать с пластиковыми трубами, не меняя самого аппарата и не отвлекаясь на посторонние манипуляции при монтаже сложных многопрофильных водопроводов.
Насадка представляет собой металлическое изделие. Диаметр фурнитуры задается форматом трубы, для пайки которой она предназначена. Технология сваривания полипропиленовых труб подразумевает диффузионное соединение внутренней поверхности и внешнего покрытия, задающего механические свойства труб ППР.
Процедура сварки
Инструкция по сварке полипропиленовых труб такова. Перед этапом сварки составляют подробную схему готового трубопровода с указанием размерности труб, количества и местонахождения монтажа фитингов.
Подготовительный этап
Технология пайки полипропиленовых труб.
К сварочному аппарату подсоединяют насадки требуемых размеров.
При использовании нового трубореза проводят его испытания на лишнем куске трубы. Места срезов должна характеризовать ровность и гладкость.
Для эффективного сваривания полипропилена агрегату дают время разогреться до момента расплавления. Температура полипропиленовой поверхности для сваривания должна достигнуть 260º. Аппараты для сварки, как правило, оборудуют регулятором температур и устройством сигналов, которое извещает о том, что агрегат нагрет до требуемой температуры.
Перед сваркой проверяют, нужного ли размера надеты на аппарате насадки и обезжирены ли срезы деталей. Обрабатывать спиртом рекомендуют и насадки, это позволит исключить прилипание к ним пластмассовых частиц.
Трубы заблаговременно нарезают на необходимой длины составляющие. Срезают кромку трубы, выдерживая угол в 45º.
Сваривая трубы большого диаметра, убеждаются, что сечение у них идеально округлое, а не деформировано в овал.
После вставки трубы в фитинг замеряют глубину входа, отмечая маркером данную величину. Деталь не должна быть заведена впритык, должен образоваться зазор шириной приблизительно 1 мм.
Когда при разрезании изделий применяют не труборез, а обычную ножовку по металлу, после нарезания элементов осуществляют добавочную обработку срезов, устраняя неровности и заусеницы.
Непосредственно сварка
Перед началом процедуры еще раз обезжиривают концы заготовок и фитингов.
На насадку агрегата, подогретого до рабочей температуры, первым делом надевают фитинг (толщина у стенок чуть больше), а потом полипропиленовую заготовку.

Аппарат для пайки полипропилена.
Затем делают паузу на прогрев всех деталей. В период нагрева все детали должны находиться в фиксированном положении, иначе они деформируются.
По прилагаемой к агрегату таблице высчитывают время на сварку изделий, поскольку на него влияет еще диаметр заготовок.
Нагретые элементы убирают с насадок и выверенным движением стыкуют, при этом их не проворачивают по оси. Трубу вставляют в фитинг до отметки, проставленной ранее.
Элементы держат в необходимом положении в течение одной минуты. Пластик остывает.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка

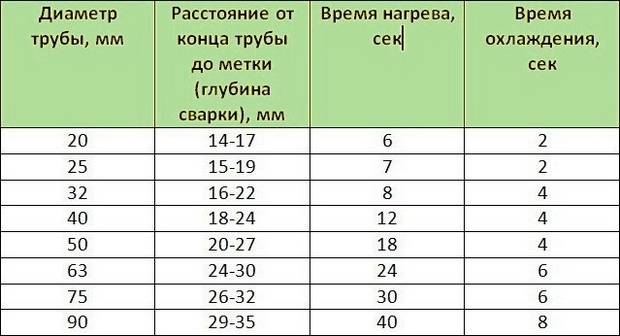
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.







| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Общие положения
Прежде чем приступать к работе, строитель подготавливает все необходимые инструменты:
- Паяльник для пластиковых труб с различными насадками;
- Ножницы, чтобы обрезать ненужные куски;
- Набор ключей (подойдут газовые от 0 до 3);
- Герметик;
- Пакля;
- Уровень.
В отличие от ножниц и других инструментов, паяльник – это очень дорогое удовольствие. Поэтому, используя прибор один раз, рекомендуется его одолжить, у знакомых или взять напрокат.
Чтобы работать с прибором, рекомендуется использовать защитные перчатки, чтобы избежать ожогов от нагревательных элементов. В магазинах существует 4 вида пластиковых изделий. В зависимости от типа, необходимо выбрать нужную насадку.
- PN10 – труба с тонкими стенками. Обычно изделия монтируют в систему «тёплый пол» с максимальным давлением 1 Мпа (+45оС) или для системы подачи холодной воды (+20оС);
- PN16 – используют для водопроводов, где не слишком высокое давление или для систем с холодной водой;
- PN20 – выдерживает давление в 2МПа. Подходит для подачи холодной и горячей воды;
- PN25 – только для горячей воды +95оС. Армированная фольгой труба выдерживает давление 2,5Мпа.

Насадку следует плотно закрепить на паяльнике. Регулятор выставляет нужную температуру. Рекомендуется вначале выставить температуру, а только потом включать прибор в розетку.
Пока нагревательный элемент накаляется, следует заняться другими делами. На пластиковое изделие карандашом или маркером наносят нужный размер. Следует оставить около 3 или 4 см. для пайки. После этого прямо по метке разрезается пластик. Для этого следует делать всё аккуратно, чтобы разрез получился ровный.
Делая точные замеры, используйте чертёж. В основных точках на бумаге обычно будут отмечены все фитинги, краны и т.д. С чертежом будет намного проще. Т.к. вы будете точно знать, сколько отмерять или какой обрезок устанавливать.
Обычно процедура проводится поэтапно:
- Трубу отрезают в том месте, где была сделана отметка маркером (карандашом);
- Под диаметр отверстия подбирается нужный фитинг;
- Все поверхности, где будет производиться спайка, обезжириваются;
- За то время, пока делались все разметки, паяльник уже должен был нагреться. Рабочая поверхность пластикового изделия вставляется в выбранную насадку с двух сторон;
- Следует подержать какое-то время разогретый паяльник, пока стыки не соединяться;
- Затем с прибора снимаются все детали, а две половинки соединяются на нужную глубину с фитингом;
- Ждём, пока нагретые элементы охладятся.

Процесс должен происходить быстро и аккуратно. Т.к. один конец, пока изделия разогреты, необходимо вставить в другой конец. В этом случае любая неточность создаст дефект, а промедление остудит их до того, как начнётся соединение.
Для новичков несколько полезных рекомендаций:
- Весь материал должен быть от одного производителя, т.к. состав у разных компаний отличается, поэтому и температура плавления будет отличаться;
- Все стыки, которые будут в будущем обрабатываться, необходимо обезжирить с помощью спиртовой настойки;
- Никогда не паяйте пластик на отметке 0 у прибора;
- Для каждого типа пластика и диаметра отверстия предусмотрена своя температура;
- Для жарких сезонов, когда температура достигает +20оС и выше следует воспользоваться таблицей:
- Запрещено работать с материалом при температуре на отметке +5оС и ниже, т.к. детали становятся хрупкими и им нужен дополнительный нагрев (может остаться очень много брака);
- Это один из тех моментов, когда экономить ни в коем случае нельзя.
Если весь процесс был осуществлён правильно, в месте сварки будет находиться равномерный наплыв. Новичкам лучше потренироваться на ненужных обрезках или бракованных изделиях.
Технология пайки полипропиленовых труб
Паять полипропиленовые трубы довольно просто:
Что примечательно, излишний нагрев мест стыковки влечет за собой изменение структуры материалов после застывания и изменение геометрических параметров внутреннего сечения трубок
По этой причине важно обеспечить штатную температуру разогрева утюга, паяльника или другого оборудования на весь период выполнения монтажных работ
Во время проведения работ с полипропиленовыми изделиями могут возникнуть следующие проблемы:
- Если во время проведения сварочных работ труба слишком легко поддаётся плавке, то этому есть следующее возможное объяснение. Труба изготовлена из вторичных материалов, предел текучести расплава (ПТР) которой бывает от 1 и больше. В то же время как полипропилен РР в среднем имеет ПТР равный 3.
- В том случае, если полипропилен при резке начинает колоться, существует несколько объяснений. Во первых, материал мог быть чрезмерно обожжён на производстве. Во вторых, изделие не было отканденсировано в течение 2 суток в том помещении, где будет устанавливаться. И в третьих, труба была изготовлена из вторичного сырья, либо с превышением содержания мела или талька.





