
Особенности пайки проводов
Выше мы рассказали о лужении проводов. Надо добавить несколько слов о процессе прочной их спайки. Она несколько отличается от обычной с другими материалами.
Тонкие провода подвижны, их нужно прижимать плотно, а потом паять. Способы соединения и пайки проводов различные, расскажем о некоторых.

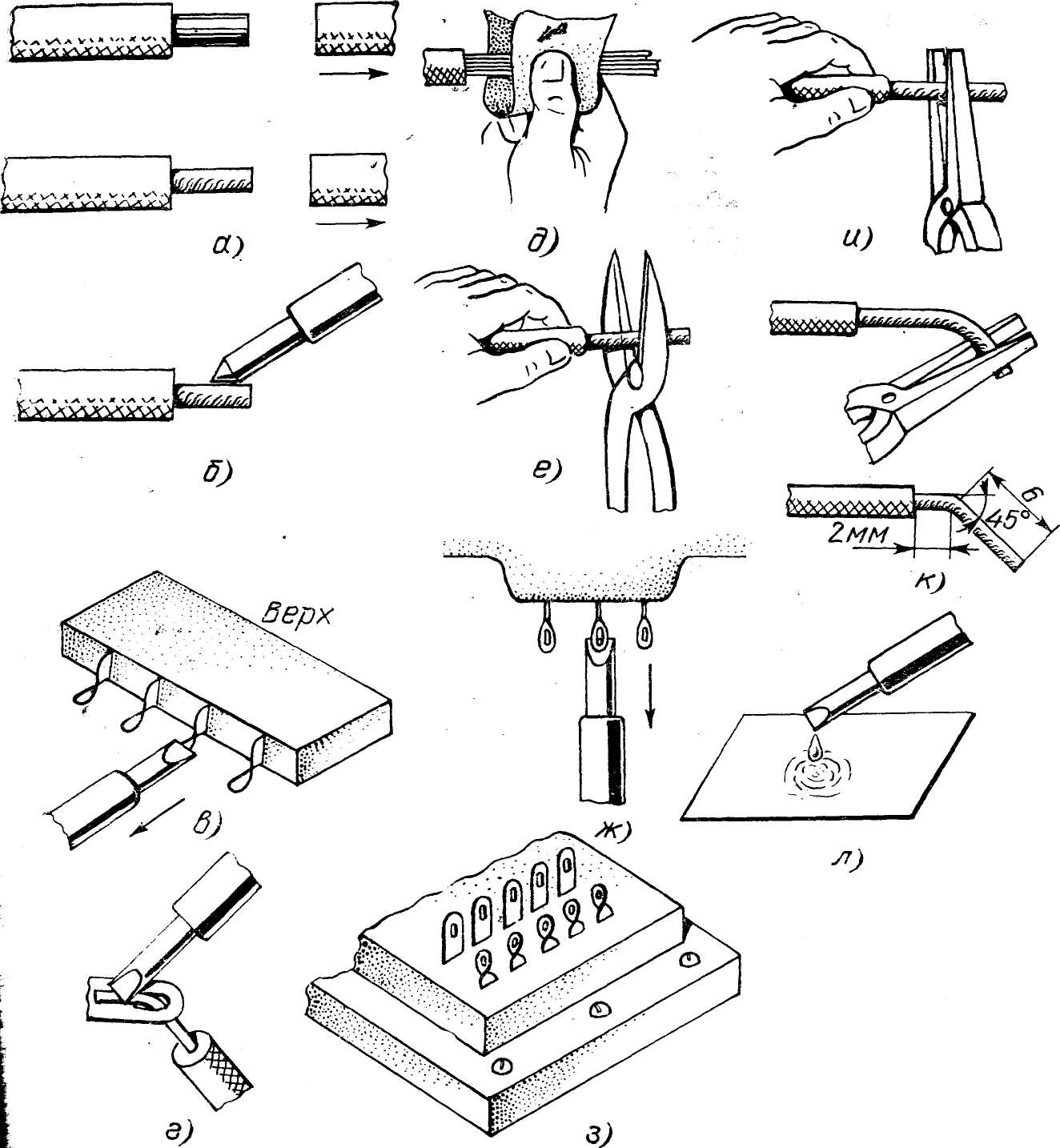
Можете скрутить два медных провода, если они тонкие, предварительно очистив и залудив, затем спаять.

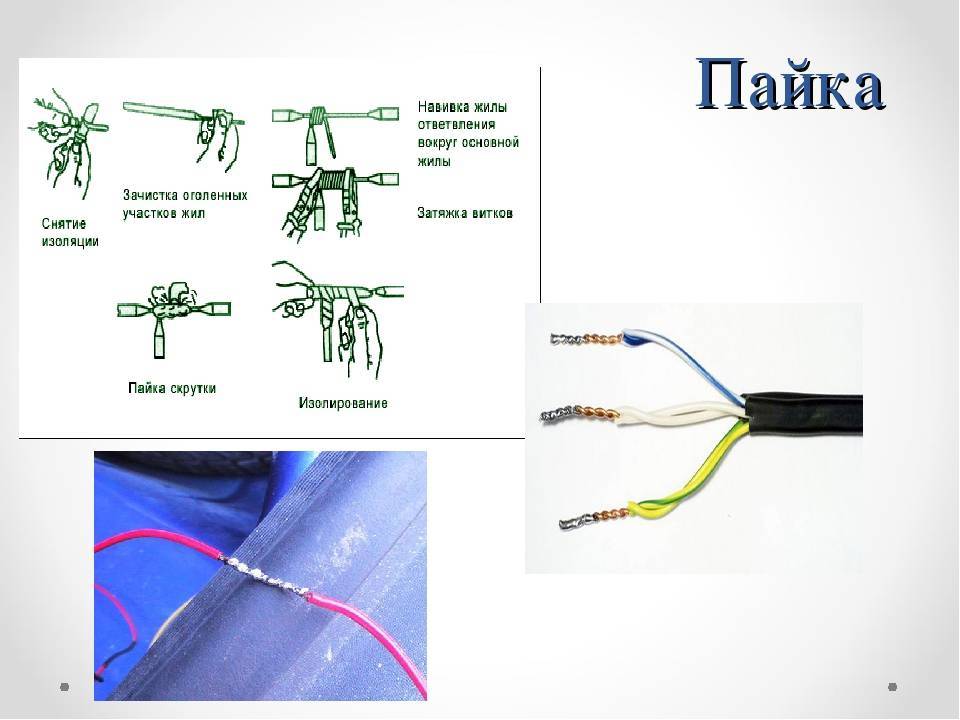
Если проводка многожильная, то очищать надо все нитки, затем пальцами сжать плотно и прокрутить по часовой стрелке, насколько можно плотнее. Затем окунуть в канифоль и жалом залудить.

Вместо плоскогубцев можно сделать так. Очистите несколько сантиметров медного нетолстого провода, залудите его, а затем туго намотайте на один конец скрутки, зафиксируйте, так же выполните и на другом конце.

А затем окунайте в расплав олова, пока на скрутке не будет видна медь. Выньте из ванны и дайте застыть.
Желательно предварительно надеть на один конец провода термоусадочную трубочку, после спайки продвиньте её и покройте всю оловянную часть.
Применение припоя
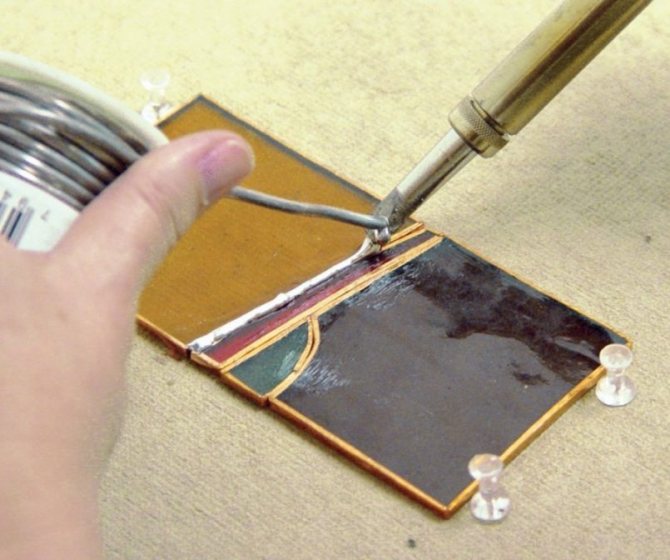
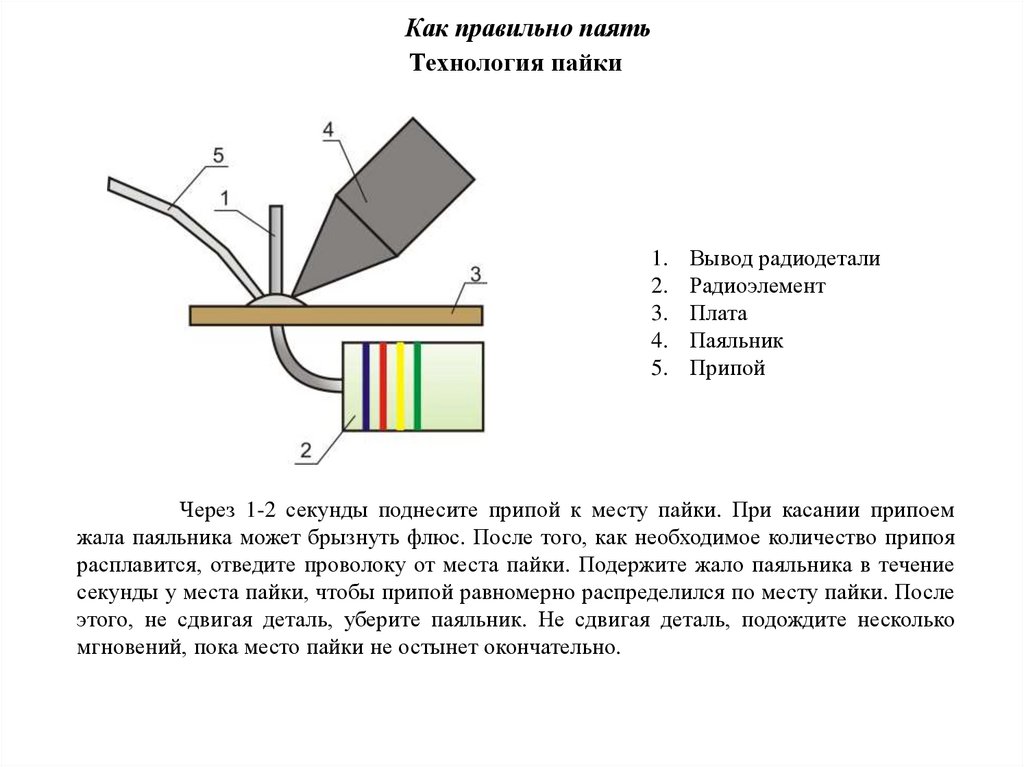
Берем оловянный стержень, прикладываем его к месту ремонта (впадине), медленно нагреваем и с легким нажимом наносим расплавленное олово на корпус. Количество наносимого олова зависит от размера вмятины на теле.

Для новичков желательно расположить корпус так, чтобы рабочая зона находилась в горизонтальном или слегка наклонном положении, чтобы олово не стекало.
- Нам нужно придать оловянной лепешке, которую мы нанесли по поверхности, нужную форму.
- Начинаем медленно, но плавно нагревать нанесенную жесть.
- Легким нажимом шпателя выясняем глубину прогрева, свинец должен прогреваться на глубину, а не просто таять на поверхности.
- У нас должна получиться консистенция размягченного сливочного масла.
- При такой консистенции мы можем распространяться. Если мы перегреем свинец, он стечет.

Обработка флюсом или лужение
Традиционный и самый доступный флюс — канифоль. При желании можно паять с твердым веществом или его спиртовым раствором (СКФ, Канифоль-гель и т. п.), а также флюсом ТАГС.
Ножки радиодеталей или чипов покрывают полудой на заводе. Но для избавления от окислов можно перед монтажом залудить их заново, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя.
Медную проволоку перед обработкой флюсом или лужением зачищают мелкой наждачной шкуркой. При этом снимаются слой окиси или эмалевая изоляция. Жидкий флюс наносят кисточкой, а затем прогревают место спайки паяльником и покрывают его тонким слоем олова. Лужение в твердой канифоли производят так:
- кусочек вещества расплавить на подставке и прогреть в нем проводник;
- подать пруток припоя и равномерно распределить расплавленный металл по проволоке.
Правильно паять массивные медные, бронзовые или стальные детали нужно с использованием активных флюсов, которые содержат кислоты (Ф-34А, Глицерин-гидразин и пр.). Они помогут создать равномерный слой полуды и крепко соединить части крупных предметов. На обширные поверхности олово наносят паяльником, равномерно размазывая по ним припой. После работы с активным флюсом следует нейтрализовать остатки кислоты щелочным раствором (например, содовым).
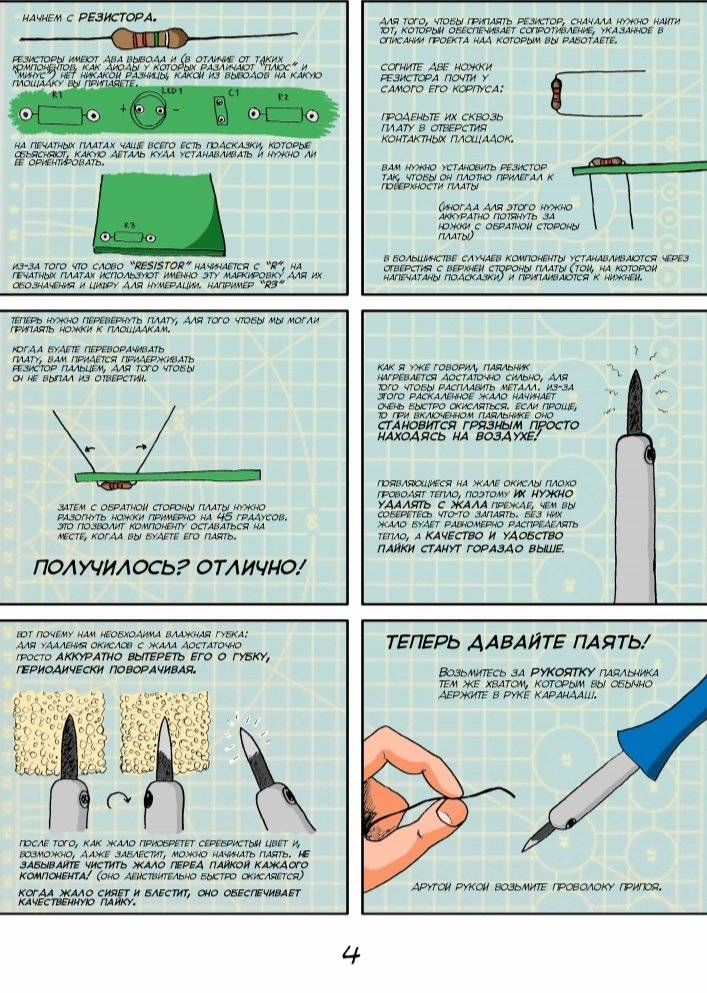
Тонкости хорошей пайки
Чтобы припаять деталь к плате, нужно:
1) Нанести флюс на поверхность пайки; 2) Залудить их припоем; 3) Снова нанести флюс на контакты; 4) Запаять зазор между контактами.
Первое важное правило – избегать температуры выше 400 °C и более. Многие начинающие (и даже опытные) радиолюбители пренебрегают этим
Это критические значения для микросхем и плат.

Припой расплавляется примерно от 180 до 230 °C (свинец — содержащие припои) или от 180 до 250 °C (бессвинцовые). Это далеко не 400 °C. Почему тогда выставляют высокую температуру?
Что нужно для надежного контакта
Основные критерии:
- Правильно выбрать флюс. Например, для пайки проводов подойдет жидкий флюс. Он лучше всего смачивает провода и позволяет качественнее залудить такие контакты. Низкокачественный флюс быстро вскипает и растекается по плате.
- Использовать качественный припой. Именно припой определяет дальнейшую надежность и прочность соединения. Так же качество припоя может повлиять на работу схемы в целом, из-за шлаков и низкокачественных сплавов могут образоваться помехи в работе электроники и со временем могут появиться трещины.
- Пользоваться проверенным инструментом и оборудованием. Паяльники плохого качества могут нестабильно держать температуру, перегреваться.
- Соблюдать температурный режим. Не перегревать детали и держаться в температурном режиме плавления припоя. Слишком низкая температура и припой будет плохо плавиться, а если слишком высокая – материал будет испаряться, хуже лудить контакты.
- Долгие часы практики, проб и ошибок. Без практики не будет и своего метода пайки.
Эти критерии взаимосвязаны друг с другом. И при плохом выборе комплектующих с материалами, будет такой же результат.
Инструменты для надежной пайки
Для правильной и надежной пайки кроме паяльника понадобиться дополнительный набор инструментов.
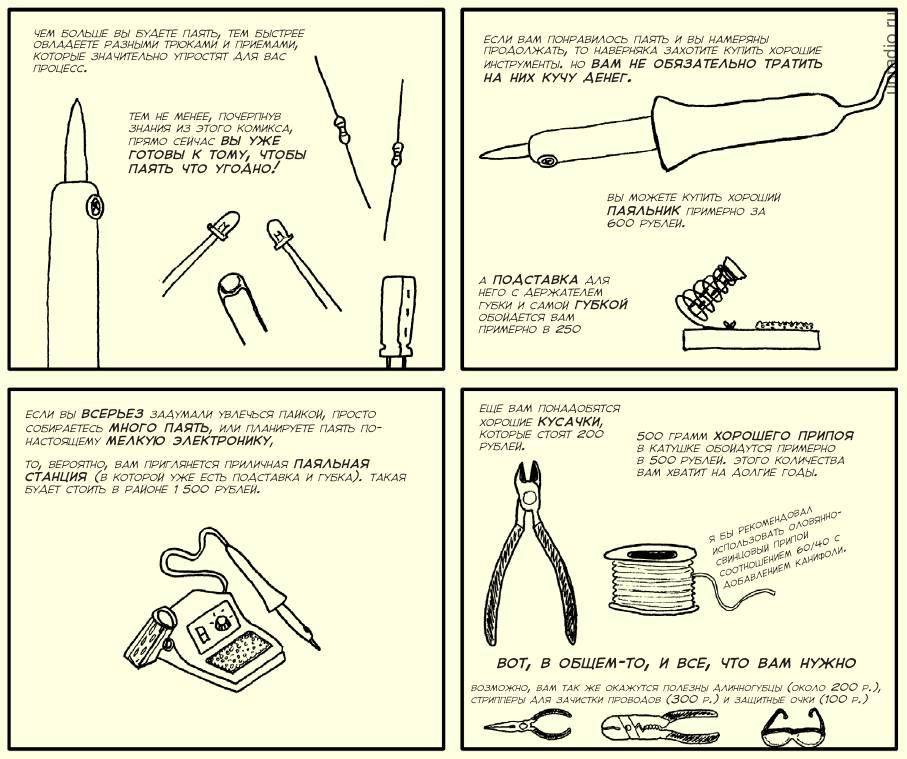
Подставка
Жало паяльника может разогреваться до 300 градусов по Цельсию. Поэтому для этого инструмента необходима подставка. В противном случае можно прожечь стол, предметы и даже вызывать пожар. В магазинах есть большой выбор подставок.

Главный критерий к их выбору – должны быть устойчивыми и тугоплавкими. Они легко передвигаются по столу, не мешая работе. У многих моделей предусмотрены баночки для канифоли и припоя и для мелких деталей. Это удобно, все необходимое всегда находится под рукой.
Пинцет для пайки
Этот инструмент позволяет удобно работать с мелкими деталями. Заодно пинцет отводит лишнее тепло от радиодеталей при их нагреве.

Надо выбирать пинцет с острым концом, тогда им можно будет соскребать грязь и нагар и удобно подлезть к труднодоступным местам приборов.
Этими инструментами удобно зачищать провода от изоляции, перекусывать, изгибать различные детали и т.д.

Напильник
Медное жало паяльника удобнее всего зачищать напильником с мелкой насечкой.

Кроме этого им можно очищать детали от ржавчины, нагара и грязи. Но с никелированным жалом так поступать нельзя: для него используется специальная губка и чистящий раствор, например, сода.

Набор отверток
В домашнем хозяйстве отвертки всегда понадобятся, поэтому лучше приобрести комплект. Для ремонта электроники нужны тонкие отвертки. Сейчас в бытовой технике применяются винты и болты с разнообразными шлицами, поэтому чем полнее будет набор отверток, тем удобнее и быстрее будет выполняться ремонт. Нужны будут и большие отвертки.






Увеличительное стекло
Для работы с маленькими деталями, или при пайке электронных плат, мастера советуют пользоваться увеличительным стеклом. Не надо будет приближать к глазам спаиваемые детали, это убережет от попадания на слизистую глаз и носоглотки дыма от канифоли или флюса.

Кисточка
Чтобы убрать мелкий мусор, песок, пыль и паутину из внутренностей прибора, который собираетесь ремонтировать, или емкости и трубок, то проще всего применить кисточку. Выбор в магазинах большой, но лучше всего чтобы щетина была жесткой, но не металлической. Такой кисточкой удобно убрать место для пайки.
Еще лучше иметь и другую кисточку, с мягким ворсом, ей будет удобно наносить флюс, паяльную кислоту на места соединения.
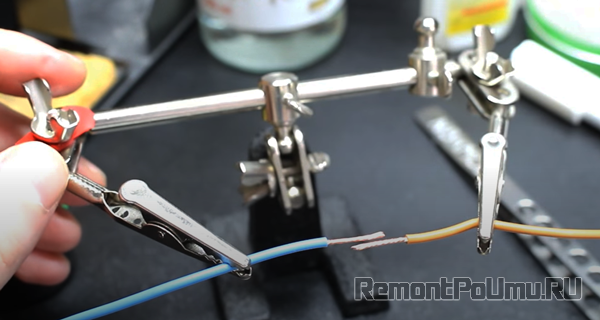
Металлический зажим «крокодил» или третья рука
При пайке радиодеталей иногда надо отводить лишнее тепло, для этого можно прицепить «крокодильчик» на ножки радиодетали. А наличие третьей руки в некоторых случаях сильно облегчит вам задачу.
Это только первоначальный необходимый набор инструментов, который всегда может пригодиться домашнему мастеру для выполнения правильной пайки. Кроме этого, все эти инструменты всегда пригодятся в домашнем хозяйстве для текущего ремонта.
Особенности спаивания медного кабеля с алюминиевым
Как известно, токопроводящие жилы проводов и кабелей изготавливают из меди и алюминия. Наиболее эффективными являются проводники из меди, но часто возникают случаи, когда два провода с разными материалами жил нужно соединить друг с другом. Сразу надо отметить очень важный момент, что паять медь с алюминием нельзя. Это обусловлено их физическими свойствами:
- Медь при нагревании (когда проходит ток) расширяется меньше, что связано с высокими показателями проводимости
- Алюминий расширяется при нагреве больше
При постоянном расширении и сужении жил кабеля, в месте соединения посредством припоя формируются микротрещины. С течением времени они увеличиваются, а на этом участке повышается сопротивление, и растет величина тока. Чем больше ток, тем выше нагрузка, что в итоге приводит к разрыву связи. Именно поэтому паять алюминий с медью нельзя, так как такое соединение будет считаться не надежным.
При необходимости соединения двух проводников из разных материалов, следует воспользоваться следующими методами:
- Соединить их при помощи скрутки. Место соединения следует тщательно заизолировать. Однако этот способ также не считается надежным, ведь в месте соединения будет увеличиваться сопротивление
- Воспользоваться болтовым соединением. Для этого можно воспользоваться болтом с гайкой и тремя шайбами. Намотать между шайбами на стержень болта жилы проводов, и сжать их при помощи гайки. Однако этот способ считается устаревшим, и сегодня вместо болтов используются клеммные колодки
Из любой ситуации можно всегда найти выход, но самое главное — сделать это правильно.
Подготовка к пайке
Перед тем, как начать паяльные работы, следует подготовить спаиваемые поверхности. С кабелей удаляют изоляцию, с контактных площадок — загрязнения и лаковое покрытие, если оно имеется.
Далее нужно правильно удалить окисную пленку с поверхности металла. Для этого пользуются следующими способами:
- Механический — зачистка «бархатным» надфилем или мелкозернистой наждачной бумагой.
- Химический — обработка лака слабым раствором кислоты.
- Комбинированный.
Если требуется паять паяльником приводок или вывод электронного компонента к площадке на печатной плате, очистку проводят крайне осторожно, чтобы не повредить соседние участки. Правильно паять — это значит, прежде всего, тщательно готовиться к операции
Материалы для лужения кузова автомобиля
Лужение из-за навыковых запросов и требований к материалам является относительно дорогим делом, в то же время отлично совместимо с современными технологиями.

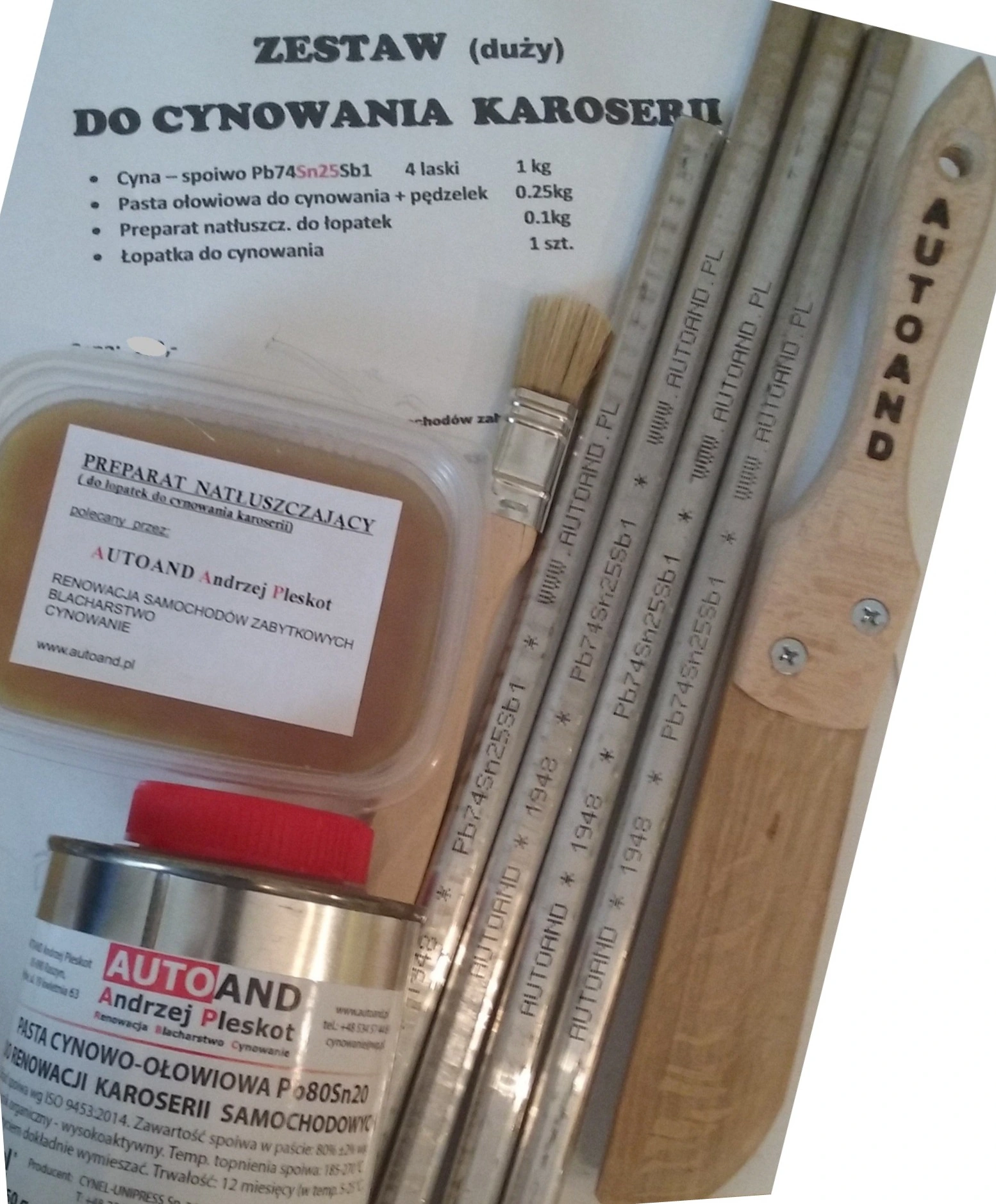
Мягкий припой — оловянные составы для лужения содержат только 25-30% олова, остальное свинец. Оловянные припои для обогревателей, электриков или сантехников слишком твердые и поэтому не подходят.

Они плохо работают даже на горизонтальных поверхностях. Жесткость припоя мы можем узнать по тому, что брусок мягкий при изгибе. Если мы слышим треск, значит, припой твердый, поэтому не годится.















Жестяная лопатка должна быть деревянной (бук, дуб или бамбук). Форма шпателя определяется целью его использования.
- Для грубой растирки используйте широкий прямой шпатель, форма которого соответствует радиусу шпателя.
- Используйте тонкие шпатели, чтобы прогладить очень широкий уровень шпателя или шпатель в форме утюга и для более тонкого сглаживания.
- Точное и идеальное нанесение припоя на поверхность наиболее оптимальным слоем избавит вас от последующей работы по шлифовке лишнего слоя олова.
- При необходимости можно купить кельмы, но собственное производство обойдется дешевле.

Средство для пропитки стяжки. Чтобы олово не прилипало к кельме во время работы, необходимо ее обработать веществом, препятствующим прилипанию жести к дереву.

Купленные кельмы уже обработаны, но обработку необходимо повторить. Масло можно использовать любое, кроме трансмиссионного (пахнет), хорошо работает парафин, но лучше всего сырой пчелиный воск.

Приобретите необходимые инструменты для пайки
Используйте паяльник с контролем температуры
Для правильной пайки электронных компонентов и печатных плат нужно приобрести паяльник с электростатической защитой, и высокой мощностью нагревательного элемента. Это позволит паять длительное время без сильного нагара и хорошо подходит для радиолюбительской и профессиональной практики. Простые паяльники без регулировки требуют некоторых навыков для исключения перегрева паяемых компонентов.
Для небольших радиокомпонентов и тонких проводов нужно использовать паяльник с мощностью до 25 Ватт. Для радиаторов, трансформаторов и толстых проводов берите 100 ваттный паяльник, не меньше.
Если паяльник позволяет, используйте регулировку температуры, чтобы настроить оптимальную температуру жала, при которой припой плавится достаточно быстро, но не перегревается.
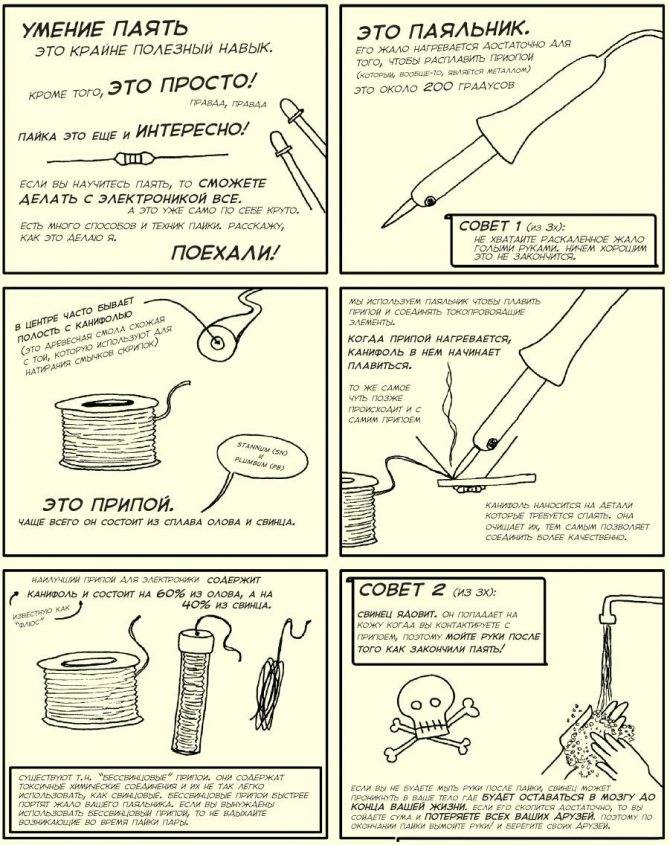
Используйте припой в катушках нужного состава
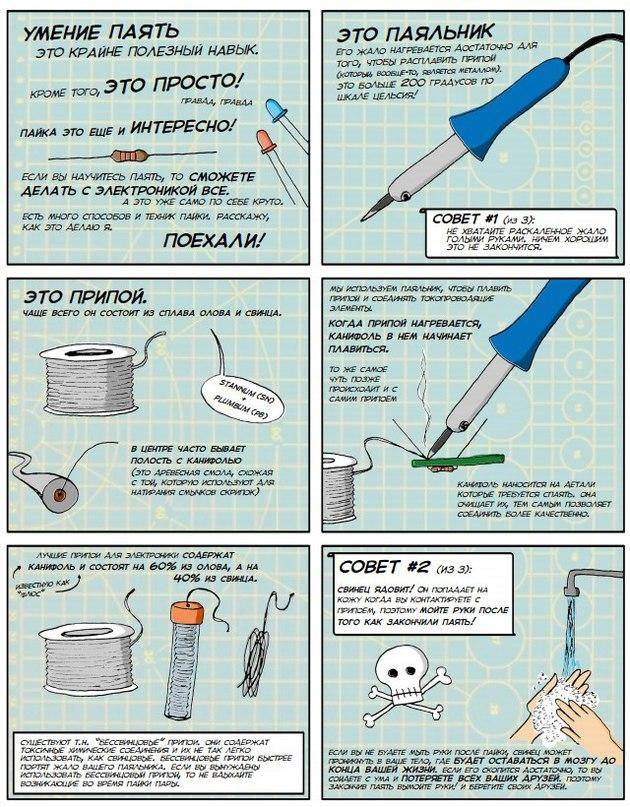
 состоит на 60 % из олова и на 40 % из свинца и обозначается 60/40. Этот припой рекомендуется новичкам в пайке, но требует хорошей вентиляции или защиты органов дыхания от паров свинца, способного накапливаться в организме. Так что проветриваем тщательнее, товарищи.
состоит на 60 % из олова и на 40 % из свинца и обозначается 60/40. Этот припой рекомендуется новичкам в пайке, но требует хорошей вентиляции или защиты органов дыхания от паров свинца, способного накапливаться в организме. Так что проветриваем тщательнее, товарищи.
Все большую популярность набирают , у которых температура плавления выше и для их пайки требуются специальные флюсы. Такие припои состоят на 96,5 % из олова и на 3,5 % из серебра. Наличие серебра уменьшает омическое сопротивление паяного контакта, что хорошо сказывается на надежности электроники.
Используйте припой с флюсом внутри
 Часто в середину проволоки добавляется флюс – такой трубчатый припой обладает лучшей паяемостью и облегчает процесс пайки благодаря удалению окислов изнутри паяного соединения. Внутри трубчатого припоя часто используют следующие наполнители:
Часто в середину проволоки добавляется флюс – такой трубчатый припой обладает лучшей паяемостью и облегчает процесс пайки благодаря удалению окислов изнутри паяного соединения. Внутри трубчатого припоя часто используют следующие наполнители:
— канифоль сама по себе является нейтральным флюсом, хорошо смачивает поверхность припоя, но оставляет коричневый липкий остаток, который, впрочем, может быть удален с помощью изопропилового или этилового спирта и даже растворителем. Существуют различные канифольные флюсы, но чаще всего используются с обозначением RMA – умеренно активированная канифоль.
— безотмывочный обычно не оставляет сильного остатка, который может вызвать коррозию металлов или создать утечку тока из-за проводимости. Этот флюс изобретен для снижения временных затрат на отмывку после пайки.
— водорастворимый флюс обычно является на основе кислот, остаток которых может быть смыт с платы водой. Иначе эти остатки флюса вызывают коррозию металла, что приводит к повреждению платы и электронных компонентов.
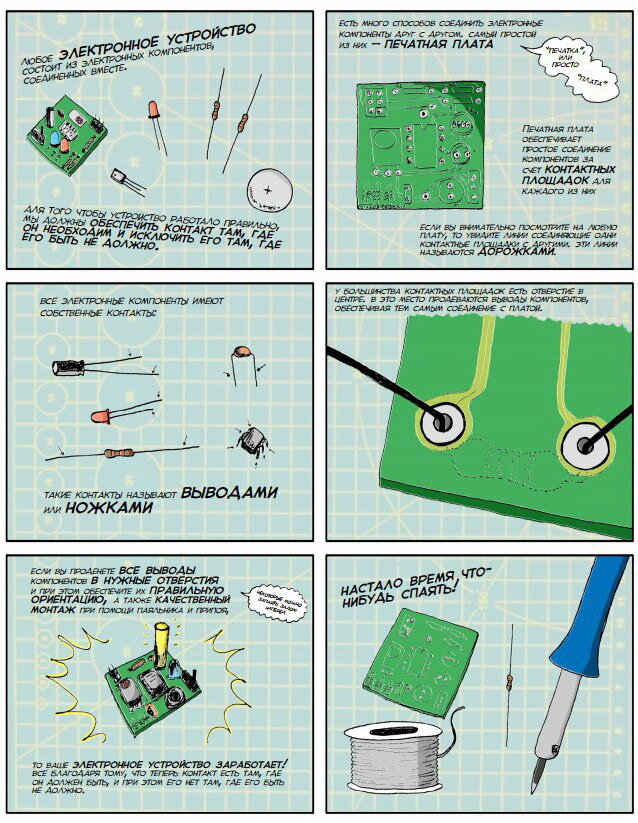
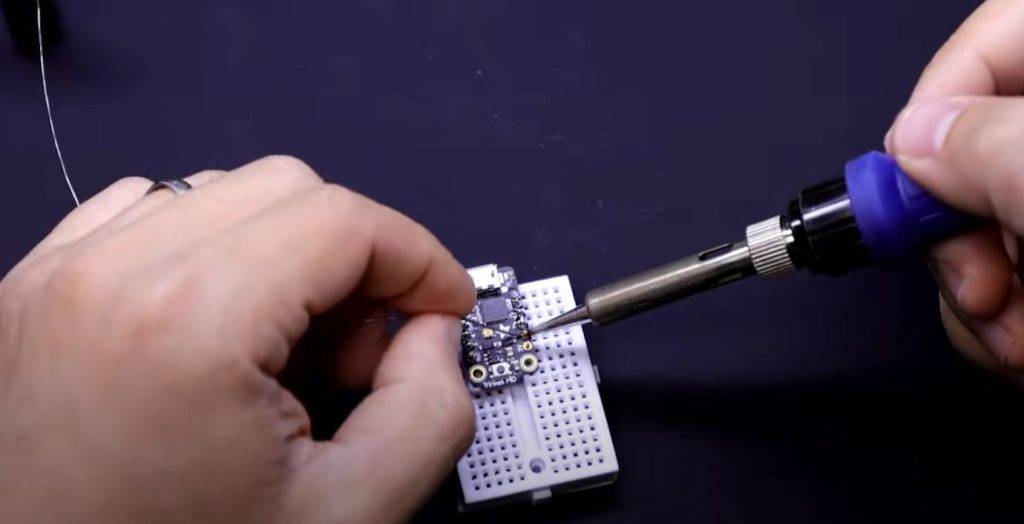
Используйте компоненты, совместимые с платой
 Для начинающих рекомендуется использовать выводные электронные компоненты, которые вставляются в отверстия в печатной плате. Эти отверстия в идеале должны быть металлизированы, чтобы надежно соединять верхний и нижний слой платы. Правильная пайка других электронных компонентов, проводов и разъемов отличается применением других приемов пайки, но общий принцип остается тем же.
Для начинающих рекомендуется использовать выводные электронные компоненты, которые вставляются в отверстия в печатной плате. Эти отверстия в идеале должны быть металлизированы, чтобы надежно соединять верхний и нижний слой платы. Правильная пайка других электронных компонентов, проводов и разъемов отличается применением других приемов пайки, но общий принцип остается тем же.
Используйте специальные инструменты для удержания компонентов
 Даже выводные радиодетали достаточно малы для мощных пальцев радиолюбителя. Так что лучше иметь под рукой клещи, и , чтобы во время обучения пайке не обжечься и надежно фиксировать детали инструментом.
Даже выводные радиодетали достаточно малы для мощных пальцев радиолюбителя. Так что лучше иметь под рукой клещи, и , чтобы во время обучения пайке не обжечься и надежно фиксировать детали инструментом.
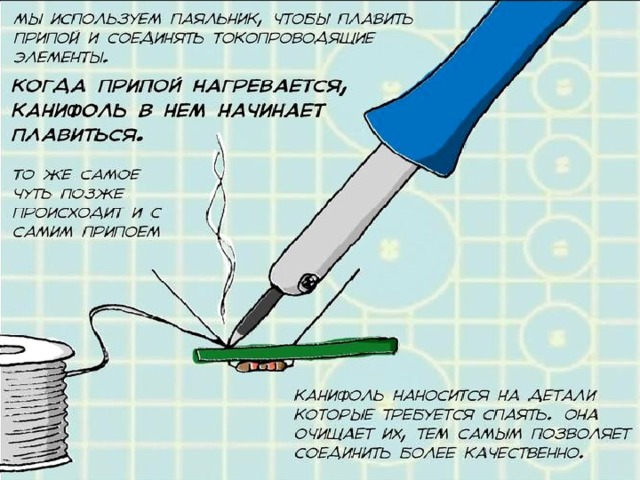
Флюс
При нагреве некоторые материалы могут окисляться, в результате чего при нанесении на них припоя он будет скатываться в шарики. Это касается не только пайки алюминия.
Чтобы избежать подобной проблемы, во время паяльных работ применяют различные флюсы — это смесь, состоящая из органических и неорганических веществ, которые разрушают оксидную пленку.
Канифоль
Кто не в курсе, это самая обычная (правда, предварительно очищенная) смола сосны. Дешевая, но уже проверенная временем вещь!
В процессе пайки в первую очередь на жало электропаяльника набирают немного припоя, потом окунают разогретый стержень в емкость с канифолью и быстро паяют. Быстро — чтобы канифоль не испарилась.


Впрочем, можно сделать иначе.
Канифоль сначала растворяется в этиловом спирте. Затем готовый раствор с помощью кисти наносится на детали, которые нужно спаять, и можно приступать к пайке. Так намного удобнее.
Главное преимущество сосновой смолы заключается в том, что ее не надо удалять с места пайки. А еще канифоль является прекрасным диэлектриком.
ЛТИ-120
Это жидкость рыжеватого цвета, в которой содержится сосновая смола и дополнительные присадки.
Наносится на деталь с помощью кисточки, как и канифоль, растворенная в этиловом спирте. Но если состав очень жидкий, то его можно нанести только тонким слоем, который очень быстро испаряется.
Чтобы избежать данной проблемы, необходимо предварительно дать составу загустеть: наливаем в крышку и даем ему постоять несколько дней. Состав должен загустеть до консистенции жидкого мёда. С помощью зубочистки наносим его на место пайки.

Если состав загустеет очень сильно, то его всегда можно разбавить, подлив небольшое количество жидкого флюса и тщательно перемешав.
Поскольку в ЛТИ-120 присутствуют присадки, то его нужно смывать. Для этого используется кисть, смоченная в спирте.
Канифоль-гель
Густая пастообразная масса (как правило, имеет коричневый цвет), изготовленная на основе сосновой смолы.
В качестве тары используется не баночка, а шприц — это упрощает нанесение состава
Важно, что при использовании канифоль-гели не образуется нагар на рабочей части жала электрического паяльника.
Глицерин-гидразин
Хороший флюс, однако работать с ним нужно только в хорошо проветриваемом помещении, поскольку пары могут быть токсичны.
Также этот флюс обязательно нужно смывать. В противном случае через 1—2 года дорожки на печатной плате могут «выйти из строя».
ФСГЛ
Данный состав содержит в себе глицерин (около 90%), салициловую кислоту и воду. Однако он вызывает определенные опасения в плане безопасности для здоровья. Да и в свободной продаже найти этот флюс довольно проблематично.
Ф-34А
С одной стороны этот флюс представляет собой «ядреную смесь», которая справится абсолютно с любой задачей. С другой, очень токсичная смесь. Тут даже проветривание помещения не особо поможет. Нужна очень мощная вытяжка.
Чем и как лудить/паять?
Для следующих операций потребуется уже специализированный электронагревательный инструмент: паяльный аппарат, футорка или паяльная горелка. Паять в домашних условиях очень часто приходится электропаяльником с медным луженым жалом. Его приспособление показано на поз. 1 рис. «Для полнейшего счастья» спайщика-любителя необходимы стержневые паяльники на 16-20 Вт для микросхем и монтажных плат, поз. 2а, 40-50 Вт (поз. 2б), для электрических проводов и навесного монтажного процесса элемент радиоэлектроники, и 80-150 Вт (поз. 2в), для сборки маленьких конструкций из металла пайкой.

Приспособление и разновидности электропаяльников с медным луженым жалом
Если не планируется работ с микрочипами (телефоны, планшетные компьютеры, компьютеры) и пайки стали толщиной более 0,5-0,6 мм, можно обойтись комплектом из паяльников на 25 Вт (поз. 3а) и 60-65 Вт, поз. 3 б. Ни с того ни с сего появится надобность паять металлические профили с толщиной стенок до 3-4 мм и/или толстый лист стали, понадобится радиаторный паяльный аппарат-«топор» на 300-400 Вт, поз. 4.
Жала паяльников небольшой мощности (поз. 2а, 2б, 3а, 3б) с самого начала не прокованы и потому очень быстро окисляются (подгорают). Чтобы увеличить их устойчивость, а еще и отформовать необходимым образом, вынутый из паяльника стержень проковывают слесарным молотком на наковальне настольных тисков. «Ширкать» его надфилем после чего нет необходимости, да и не нужно, чтобы не стереть внешний уплотненный слой меди. После проковки жало тут же накрывают активированным флюсом.
Сейчас потребуется жесткая канифоль и мягкий, достаточно тугоплавкий припой (см. дальше): ПОС-10, ПОС-30 или ПОС-40. Стержень паяльника вставляют на место, фиксируют, если есть винт-фиксатор, и включают паяльный аппарат в сеть. По мере выкипания флюса при прогреве жало опускают в канифоль, чтобы не оголялось. Когда канифоль вокруг жала начнет пузыриться, его натирают палочкой припоя до получения на всей поверхности жала ровной плотной полуды. Нитевидный припой на катушке в этом случае не очень прекрасен, он для пайки небольших деталей.
Пока мы готовили паяльный аппарат, флюс на паечных поверхностях сделал собственное дело: под его слоем они чистые, можно лудить. Тут критическим пунктом будет толщина деталей:
- Менее 1/8 диаметра стержня паяльника – прогреются насквозь до температуры плавления припоя менее чем за 7 с. Флюс не успеет выкипеть.
- Более 1/6 такой же величины – прогреются более чем за 10 с, флюс выкипит, детали оголятся и окислятся.
- 1/8-1/6 диаметра стержня – необходимо, очень часто опираясь на своем опыте, лудить легкоплавким припоем под высококипящим флюсом. Или воспользоваться паяльником мощнее.
В первом варианте на жало набирают каплю припоя, переносят на паяемую поверхность, и, если:
- Провод тонкий – легко, без нажима, двигают по оголенному концу жалом с одной и потом с другой стороны, пока припой не растечется. Провод держат концом вниз. Стекшую туда каплю излишка припоя снимают паяльником.
- Провод толстый – жало двигают по спирали взад-вперед.
- Плоская тонкая длинная деталь – припой наносят на конец и двигают жало вдоль. Когда за жалом покажутся незалуженные края детали, наносят на недолуженный участок еще флюса, набирают иную каплю припоя и продолжают лужение.
- Длинная более широкая деталь – то же, что и в пред. случае, но жало ведут змейкой.
- Широкая деталь – жало двигают по спирали от центра в краям.
Для лужения толстых деталей берут ниточный припой с флюсом, т. наз. гарпиус: это тонкая эластичная трубочка из фольги припоя, в просвете которой порошкообразная канифоль. Лужение начинают с края длинных или с середины широких деталей. Конец гарпиуса кладут к месту начала лужения, греют паяльником, пока не растечется. Движения жалом – аналогичные, как в пред. случаях. Припой подают под жало по мере расходования. Дать на жало – он к нему будет липнуть, пока не появляется большая капля, которая стечет куда не нужно.
Рекомендации для грамотной работы паяльником с применением канифоли
 Канифоль с легкостью растворяется в органических соединениях, таких как спирт, ацетон и прочие. При нагревании до 150 градусов она способна расщеплять такие химические элементы, как олово, свинец, медь.
Канифоль с легкостью растворяется в органических соединениях, таких как спирт, ацетон и прочие. При нагревании до 150 градусов она способна расщеплять такие химические элементы, как олово, свинец, медь.
Канифоль применяется в радио- и электротехнических ремонтных работах в качестве противоокислительного компонента для пайки. Ее грамотное применение значительно уменьшит растекание и поверхностное натяжение припоя, разрушит окисную пленку и не позволит образоваться новой.
Прежде чем начать паять необходимые элементы, нужно зачистить, а затем залудить контакты. Для этого следует выложить на часть поверхности деталь, которая будет паяться, кусок твердой канифоли и прижать разогретым до требуемой температуры паяльником.
Правильно паять паяльником с канифолью: общие рекомендации
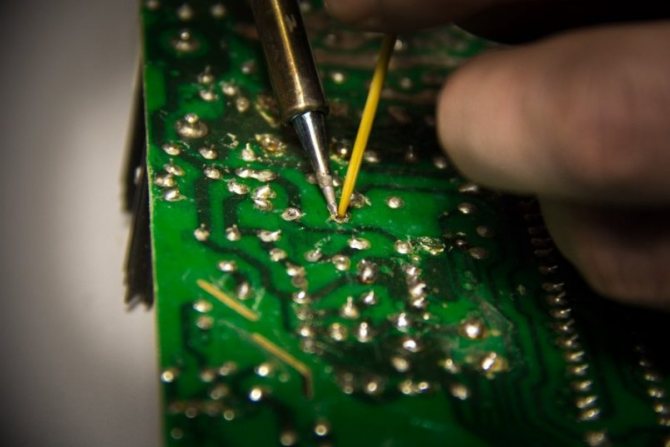
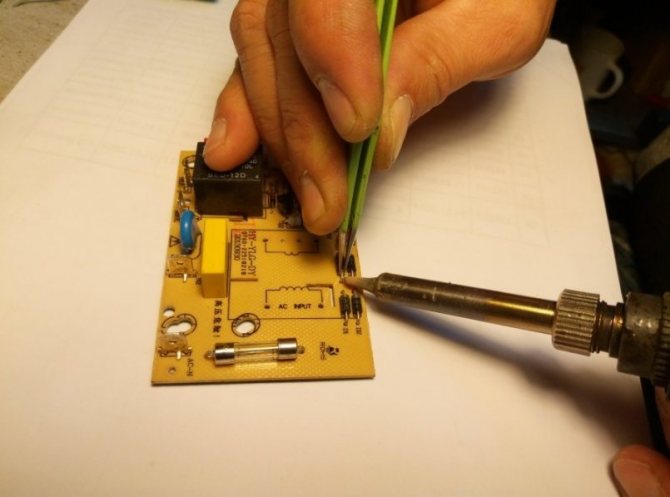
Если задача заключается в пайке микросхемы, то требуется обмакнуть жало паяльника в канифоль и обмазать им скрутку проводов, что обеспечит свободное протекание олова на место пайки.
 Если припой был использован в недостаточном количестве и в некоторых местах заметны часть скрутки или провода, необходимо повторить предыдущее действие.
Если припой был использован в недостаточном количестве и в некоторых местах заметны часть скрутки или провода, необходимо повторить предыдущее действие.
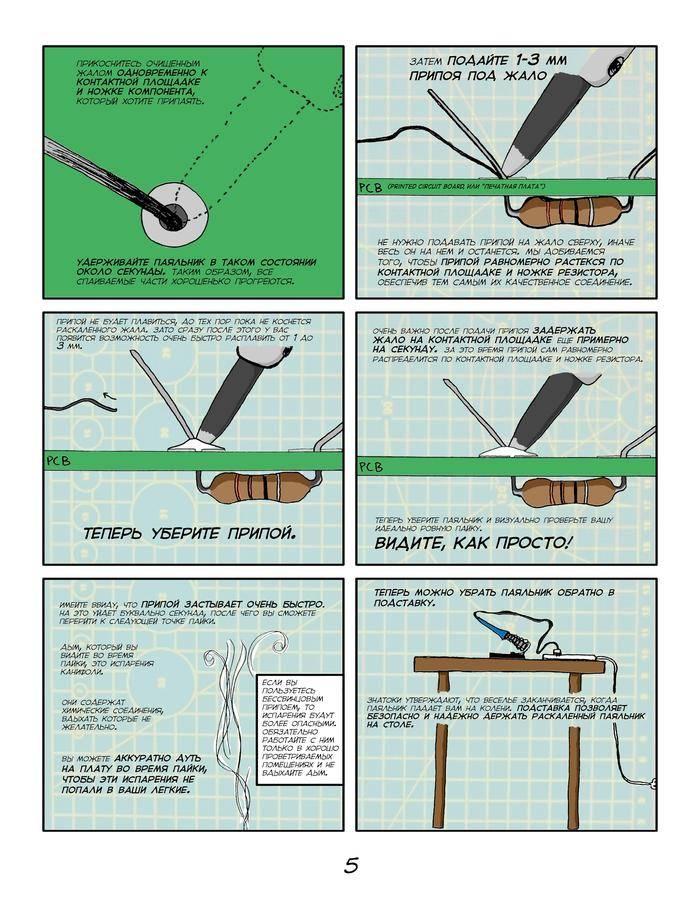
Далее, расположив припой у места спаивания, рекомендуется провести по нему жалом паяльника, вследствие чего он расплавится. Если материал обработан некачественно, то возможен вариант, что припой не закрепится на поверхности.
Паять без применения канифоли, конечно, можно, но качество места пайки и эстетичный вид изделия будут потеряны. При отсутствии в обиходе канифоли в качестве ее замены может пригодиться паяльная кислота, электролит от старой батарейки, хвойная смола, растворенная в уксусной кислоте или ацетилсалициловая кислота. И все же лучшее решение не только применение канифоли при пайке, но и использование ее с запасом для более надежного скрепления. Пока состав не застынет, не следует двигать части спайки.
При эффективном лужении спаивание произойдет практически мгновенно, останется лишь дождаться, когда припой полностью остынет. На многих интернет-сайтах можно найти видео с простыми уроками как пользоваться паяльником, научиться паять. Если следовать подробной инструкции, то в самом процессе нет особой сложности, для достижения положительного результата нужно просто выполнять все четко и последовательно .
Задумываясь о том, как правильно использовать паяльник с применением канифоли, не стоит забывать о необходимости тщательной подготовки инструментов и деталей к процессу пайки. Создавая неразъемное соединение слой припоя необходимо защищать канифолью. Для каждого отдельного случая припаивания может подойти паяльник соответствующего размера и мощности. При правильном присоединении деталей пайка становится надежной и долговечной.
Припой
Без этого сплава нормально паять не получится. Поэтому, приобретая в магазине электропаяльник, не забудьте затариться и припоем.
В данном сплаве содержится 60% олова и 40% свинца. Плавится при температуре порядка 180-220 град.
Обратите внимание: лучше всего приобретать проволочный припой, который намотан на катушку. Работать с ним намного удобнее.

Толщина проволоки
Для пайки мелких радиодеталей предпочтительно использовать тонкую проволоку. Чем меньше будет диаметр — тем проще дозировать.
На рабочем месте всегда должны быть катушки с разной толщиной проволоки. Для пайки в домашних условиях обычно за глаза хватает припоя толщиной 0,3—0,6 мм.

Если нужно паять массивные детали, то тут разумно использовать припой потолще. Толщины 1—1,5 мм будет вполне достаточно.






Какой припой покупать
Даже если вы убежденный патриот, лучше все-таки отдать предпочтение зарубежным производителям. Отечественные продукты пока очень слабенькие в плане качества.
Знаете пословицу: «Скупой платит дважды»? Не повторяйте ошибок прошлого. Лучше один раз переплатить за качественный продукт, чем потом вспоминать словарный запас слесаря-сантехника, когда ничего не будет получаться.
Тем более что одной катушки вам должно хватить минимум на 6—12 месяцев.
Совет для новичков
Кроме стандартного припоя, рекомендуем приобрести сплав Розе. Это тот же припой, но с очень малой температурой плавления (в районе 100 град.). Этот сплав может пригодиться при демонтаже деталей с печатной платы.
Что такое паяльник и как устроен прибор
Электрическим паяльником называется такой вид электрического инструмента, посредством которого осуществляется объединение двух деталей между собой посредством мягких веществ. Таким мягким веществом является припой, который расплавляется, и переходит в жидкое состояние за счет воздействия высоких температур. Когда воздействие высоких температур прекращается, припой затвердевает (что происходит практически мгновенно), тем самым обеспечивая надежное соединение. Рассматриваемый прибор является главным оружием электронщиков, посредством которого осуществляется не только соединение проводов и полупроводниковых элементов, но и их разъединение.

Прибор внешне имеет простую конструкцию, однако внутри он состоит из различных деталей, с назначением которых следует разобраться. Знать устройство паяльника вовсе не обязательно, чтобы научится им правильно пользоваться, но эта информация поможет в случае выхода его из строя. Состоит прибор из ряда следующих элементов, которые имеют свои особенности:
- В его основе заложен металлический стержень, изготовленный из красной меди. Именно этот стержень нагревается, и плавит припой при соединении деталей. За основу стержня используется красная медь, так как именно этот материал обладает высокой степенью теплопроводности (хорошо передает тепло). Конец стержня имеет клиновидную форму, что необходимо для работы с мелкими полупроводниковыми элементами. Конец стержня называется жалом, как на отвертках
- Нагревательный элемент — стальная трубка, внутрь которой вставляется стержень из красной меди. Трубка оборачивается слюдой или стеклотканевым составом, поверх которого наматывается проволока из нихрома. При прохождении тока по проволоке, она нагревается, и передает тепло металлической трубке. В итоге нагревается стержень, и переходит в рабочее состояние. Поверх нихромовой проволоки находится защитный слой слюды. Он защищает спираль от соприкосновения с металлическим корпусом паяльника, тем самым повышая безопасность электрического прибора. Вторая его защитная функция заключается в том, чтобы сохранять тепло, и не передавать его стальному корпусу прибора
- Рукоятка — изготавливается из термоустойчивого пластика или дерева, и позволяет мастеру удобно работать инструментом
- Провода и вилка для подключения в розетку. Провода соединяются с выводами нихромовой проволоки. Для надежности соединения используются алюминиевые зажимы, которые пропаиваются с целью обеспечения надежного контакта. Зажимы в месте соединения используются на мощных паяльниках, а на маломощных приборах объединение осуществляется без дополнительной фиксации, но с обязательным нанесением припоя. Алюминиевые пластины для соединения медного провода с нихромовой нитью используются для повышения надежности объединения, а также для отвода тепла. Чем мощнее паяльник, тем сильнее нагреваются медные провода, поэтому алюминиевые зажимы осуществляют отвод тепла. Эта информация будет полезна в случае, если при ремонте мощного паяльника принимается решение об удалении алюминиевых пластин. Толщина жилы медного кабеля выбирается в зависимости от мощности прибора
- Стальной корпус — это часть инструмента, внутри которой располагается нагревательный элемент. На корпусе может присутствовать (в зависимости от модели) резьбовой винт, посредством которого фиксируется стержень. В конструкции корпуса могут находиться отверстия ближе к рукоятке, назначение которых заключается в отводе тепла
Как устроен паяльник внутри, показано на фото ниже.
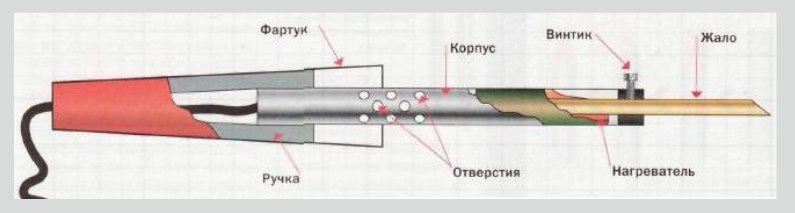
С устройством паяльника полезно разобраться всем, кто планируется осуществить его ремонт в случае возникновения поломки.
Что такое пайка?
Пайка собственными руками в домашних условиях сводится к следующим инновационным операциям:
- Паяемые поверхности чистят от грязи, коррозионных корок и т.п.
- Зачищают до блеска, т.е. до отсутствия заметных следов окислов;
- Накрывают флюсом – веществом, удаляющим останки окисла и не позволяющим окисления поверхностей в последующем процессе. Для флюсовки под лужение желательно применять не жидкие или твёрдые флюсы, а флюс-пасты;
- Потом поверхности лудят – наносят на них расплавленный припой (только тот который предназначен для пайки сплав), он при этом растекается тонкой пленкой и химически совмещается с ключевым металлом;
- Детали заранее объединяют механически: скруткой, сжатием пинцетом, пассатижами, в тисках, струбциной и др.
- Наносят еще флюс, чтобы не позволить окисления припоя под нагревом;
- Наносят с прогревом еще припой (возможно, уже другой) до получения спая заданного качества;
- Если пайка велась паяльником с луженым жалом (см. ниже), по ее завершении его чистят и накрывают неактивным флюсом. Чтобы пайки были хорошими, традиционный паяльный аппарат должен сберегаться с зафлюсованным жалом!
Дальше мы будем рассматривать подробно операции основные, на которые необходимо обратить большое внимание, чтобы выучиться паять как следует
Очистка
Очистка после чистки – первая зловредная операция пайки. Применение для нее абразивов непозволительно! Их очень мелкие частицы, въевшиеся в металл, полноценно удалить невозможно. В последствии они становятся очагами процессов, разрушающих спай.
Зачищают поверхности под пайку надфилем, напильником, шаберным инструментом (различные виды скребков) или же просто ножиком. Но прекраснее всего, тем более если подготавливаются для пайки токоведущие провода, сразу покрывать их активированным флюсом (см. дальше), а после пайки тщательно удалить его останки. Это комфортно делать зубной щеточкой, намоченной спиртом.
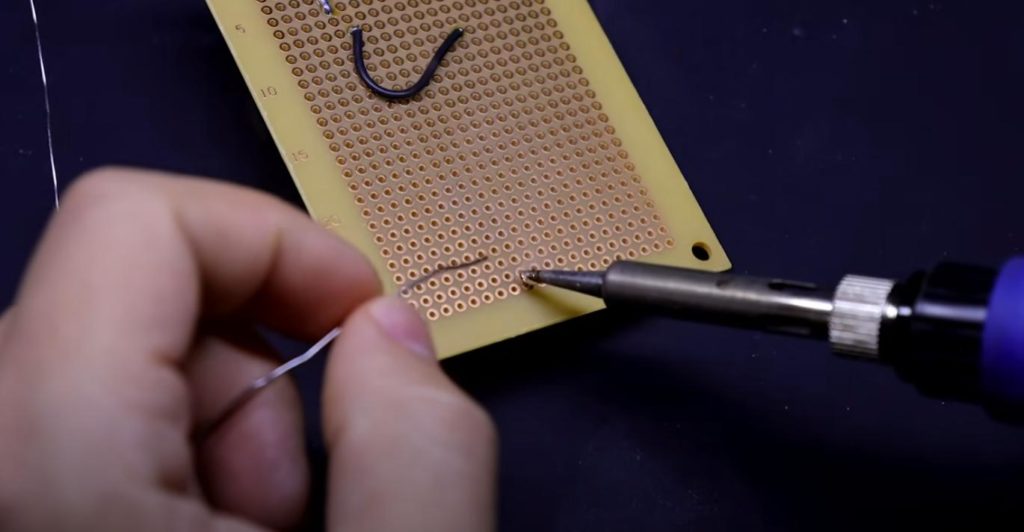
Дополнительная тренировка
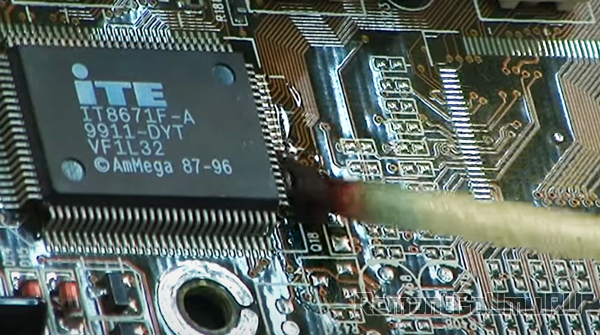
Для дополнительной тренировки можно попробовать паять различные ненужные платы от компьютеров и смартфонов. На материнских платах существует много SMD и DIP компонентов. Только долгие и упорные часы практики помогут развить навыки в пайке.
Сетка
В качестве упражнения можно попробовать спаять сетку из проводов. Качество пайки оценивается по нагрузке на эту спаянную сетку проводов. Если паяные соединения не рвутся под нагрузкой, то пайка отличная.
Конструкторы
Так же отлично помогают радиоконструкторы.

Они учат понимать электрические схемы и тонкости пайки. Следует начинать с простых конструкторов, например с мигалок или дверных замков. По мере повышения мастерства, можно повышать уровень сложности, доходя до сложных LED кубиков.
Пайка кислотой
Кислота используется только в крайнем случае, когда сильно окисленная поверхность не поддается лужению. Все детали, провода и разъемы могут отлично паяться без кислоты.Подробнее о паяльной кислоте





