
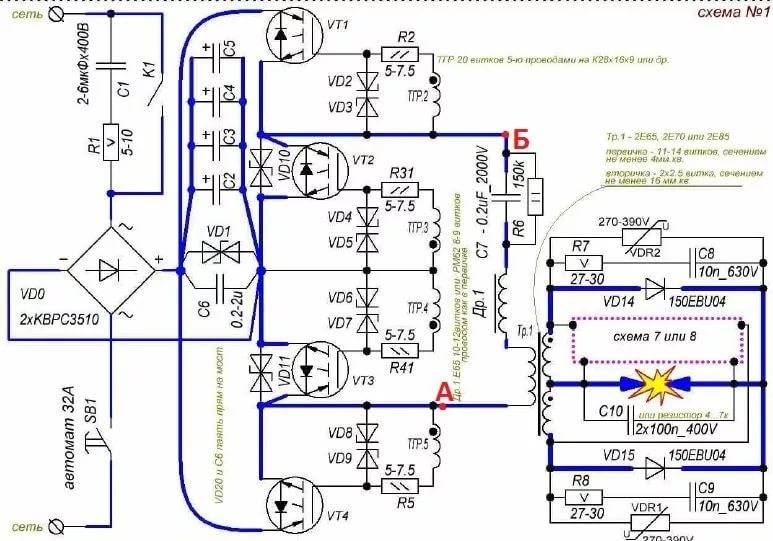
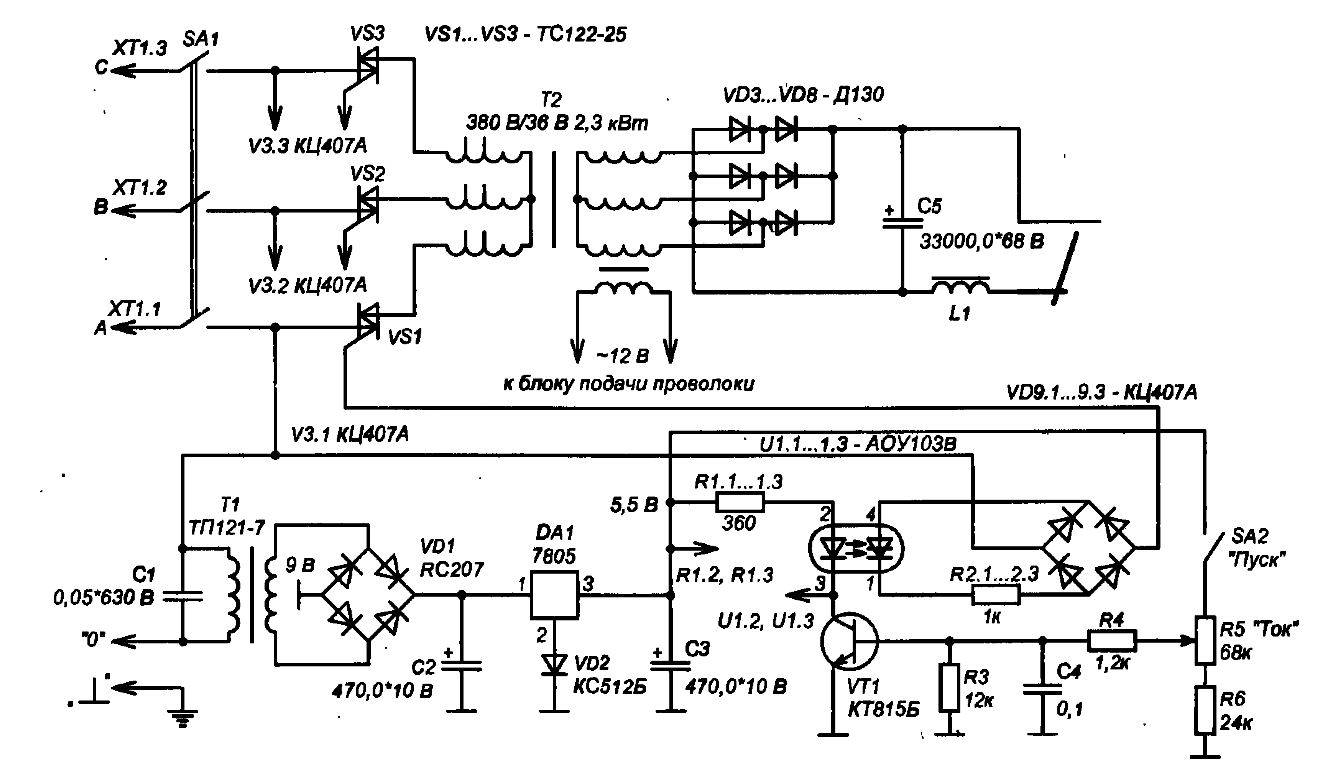
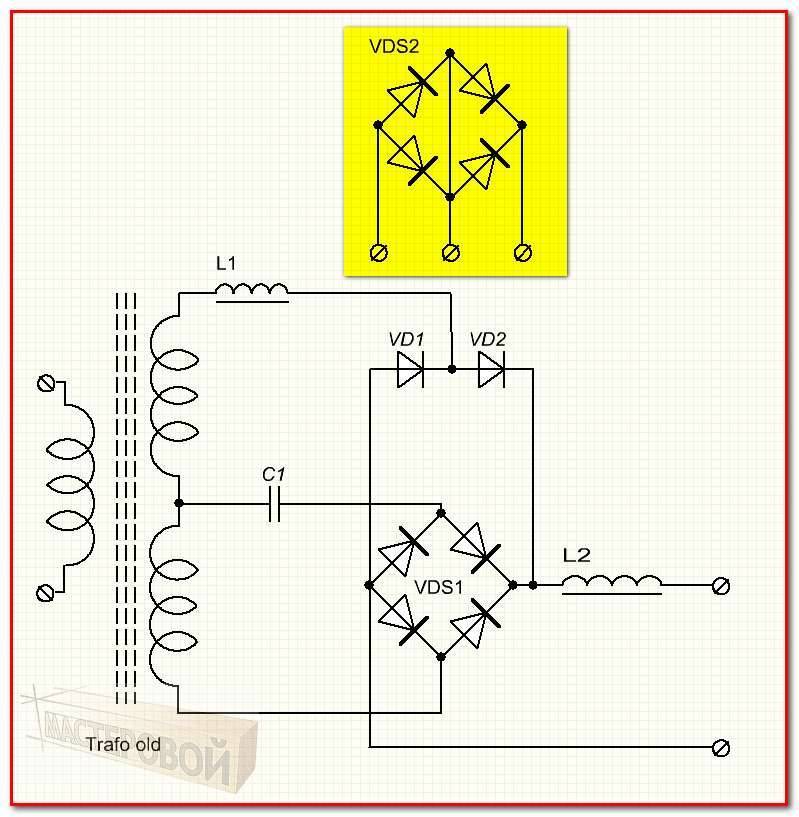
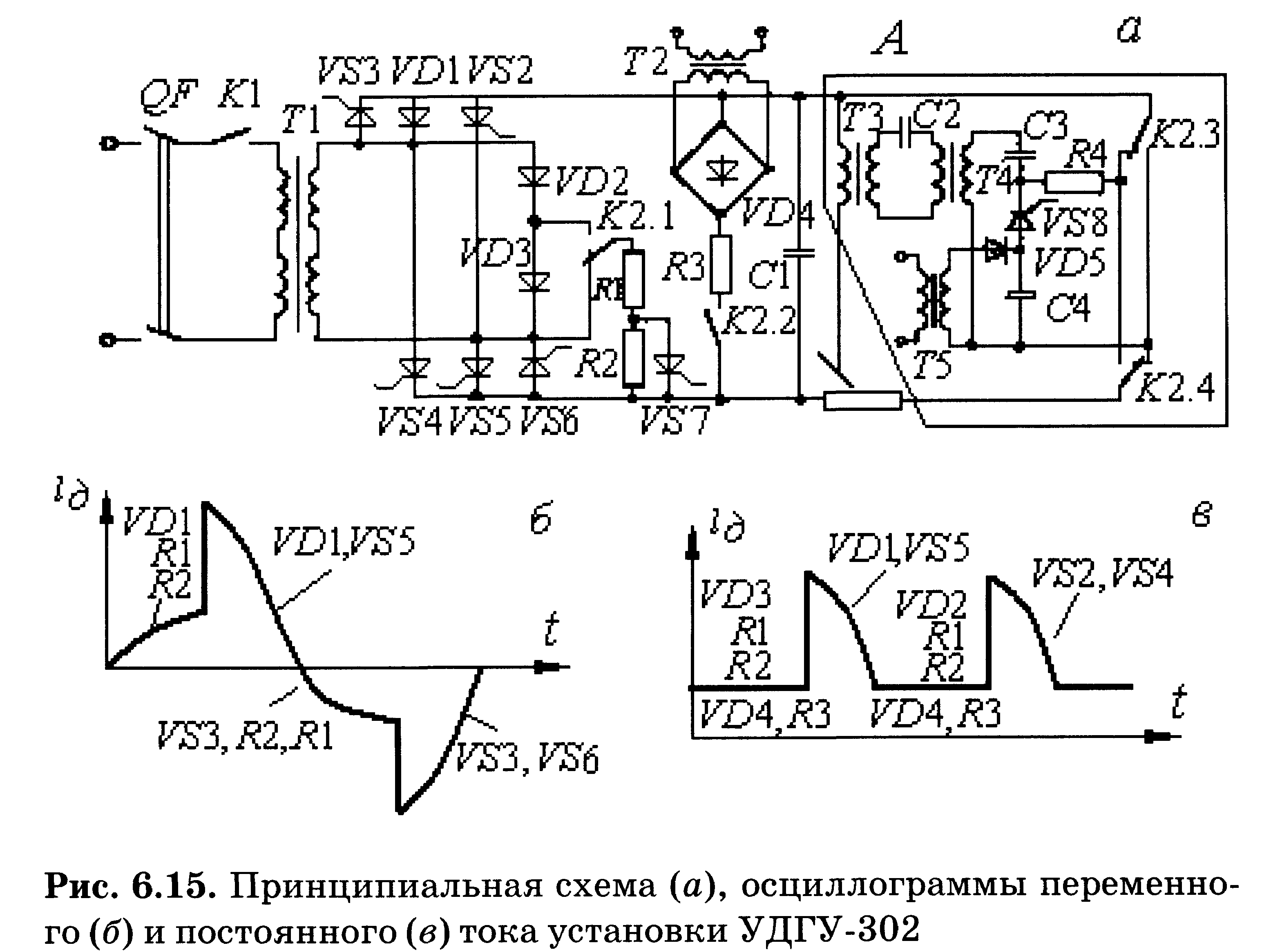
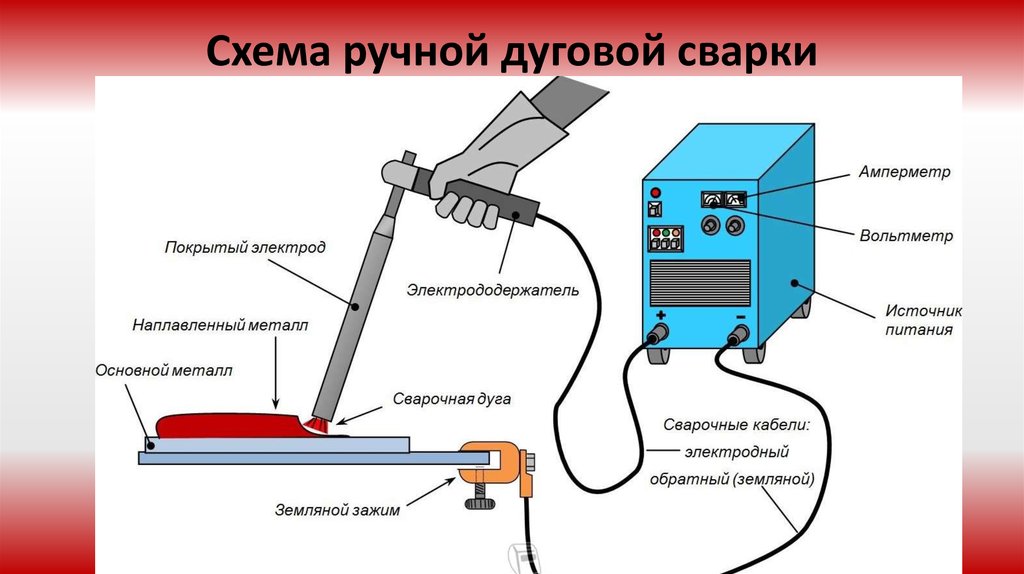
Принципиальная схема
Пакет трансформаторного железа (магнитопровод).
Исходя из вышесказанного, были испробованы разные конструкции, с транзисторным и тиристорным управлением, которые привели к настоящей схеме.
Оказалось, что более надежны тиристоры. Они легко выдерживают любое замыкание на выходе и быстро выходят из этого состояния. Им не нужен мощный радиатор, так как тепловыделение намного меньше. Транзисторы быстро выходят из строя при перегрузке и очень капризны к подбору параметров.
Схема не оригинальна, как может показаться. Но она отличается простотой и надежностью, легкодоступностью деталей и быстротой наладки. Это конвертор, собранный из элементов «совкового» телевизора. Его данные таковы:
- регулировка — плавная;
- ток — постоянный.
При сваривании 3-миллиметровой стали электродом калибра 3 мм, ток потребления составляет порядка 10 А, а напряжение сварки получают путем нажатия кнопки на вилке удерживающей электрод. Это помогает:
- Повысить безопасность, ведь при отжатии кнопки напряжение на нем отсутствует.
- Работать с повышенным напряжением возникновения дуги, обеспечивающим ее горение.
- При включении напряжения обратной полярности появляется возможность сварки очень тонких деталей.
Технология и принцип действия импульсной сварки, классификация видов
Импульсная сварка или сварка аккумулированной энергией представляет собой модификацию электродуговой сварки.
История технологии
Впервые импульсная сварка была применена в 1932 году. Технология была опробована при соединении нержавеющей стали. После успешных испытаний, метод получил дальнейшее распространение.
Понятие «жесткости режима»
От грамотного выбора импульсного режима сварки зависит качество и внешний вид шва. Наиболее важным параметром является «жесткость». Она зависит он физических характеристик и параметров свариваемого материала, а также продолжительности тока. При равных величинах длительности тока, более жестким считается режим, применяемый в соединениях с большей толщиной. Жесткий режим имеет ряд преимуществ:
- большая производительность;
- экономичность;
- малые вмятины от электродов;
- высокая стойкость электродов.
При выполнении точечных или шовных работ соотношение базовых параметров настройки к толщине металла имеет линейную зависимость, что может существенно облегчить выбор сварочного режима.
Суть процесса
Сущность импульсной сварки заключается в соединении металлических поверхностей при помощи микроимпульсов. Источником энергии служить аккумулятор, подключенный к электрической цепи.
Отличительная особенность метода заключается возможности создания сварочных соединений между металлами, имеющими различный химический состав. Выполнения работ требует специального оборудования – импульсного сварочного аппарата.
Технические нюансы
Перед началом работ, для достижения рабочего уровня зарядки, подключите источник тока к сети. Процесс сварки не займет много времени, поскольку используются запасы энергии приемника. Если вы знакомы с основами, то подобные работы возможно выполнять самостоятельно.
Формирование швов происходит за счет плавления отдельных порций металла с последующим покрытием.
Качество выполненных работ во многом зависит от правильного выбора режима сварки. С изменением длительности импульса меняются и параметры сварки. Регулировке поддаются и прочие параметры: форма сварочной ванны, контроль кристаллизации металла, толщина сварочного шва.
Классификация видов
Импульсную сварку делят на четыре основных вида: конденсаторную, инерционную, аккумуляторную и электромагнитную. Каждая имеет свои преимущества и особенности. Рассмотрим каждую разновидность отдельно.
Инерционная
Данный вид основан на использовании энергии, аккумулируемой маховиком сварочного генератора. Для разгона и вращения маховика используется электрический двигатель, питаемый от сети. В момент сварки маховика снижает число и передает запас энергии в виде импульса сварочного тока. На сегодняшний день находится в экспериментальной стадии, как и следующий вид.
Электромагнитная
Электромагнитная технология соединения является результатом преобразования электрической энергии в механическую. Энергия накапливается путем прохождения магнитных сил через трансформатор. Для накопления максимального количества энергии цепь трансформатора должна быть разделена воздушной прослойкой, величина которой рассчитывается отдельно.
Сборка аппарата из микроволновки
Изготавливаемый таким способом аппарат позволяет вести сварку переменным током с нерегулируемой силой.
Перечень необходимых инструментов
Для создания самодельного аппарата из микроволновой печи потребуются следующие приспособления:
- набор отверток;
- наждачная бумага;
- медные прутки;
- молоток;
- зубило;
- нож.
Переделка деталей от СВЧ
После извлечения трансформатора из печи выполняют следующие действия:
- Удаляют вторичную обмотку, используя ножовку или стамеску. Демонтаж выполняют аккуратно, стараясь не повредить подлежащий слой. Пространство между обмотками желательно заполнить гофрокартоном.
- Снимают металлические шунты, ограничивающие силу тока.
- Формируют вторичную обмотку. На этом этапе потребуется провод КГ 1х35. Он выдерживает длительное воздействие высокого напряжения и силы тока до 1200 А. Внешнюю резиновую изоляцию с кабеля снимают.
- Сердечник оклеивают скотчем, облегчающим скольжение провода при намотке. Кабель укладывают 3 плотными витками. Для обмотки допускается применение многожильного мягкого провода. Общий диаметр жил должен составлять не менее 1 см.
Схема самодельного устройства
Создание электрической цепи сварочного аппарата не вызывает затруднений. Электрод мягким кабелем соединяют с вторичной обмоткой трансформатора. В схему включают тиристоры, выпрямительные мосты. Один конец прижимного пистолета соединяют с вторичной обмоткой, другой — надежно фиксируют на аппарате.
Принцип действия электрической цепи агрегата таков:
- Однофазный или трехфазный ток подается на прижимной механизм.
- При нажатии кнопки на рукоятке пистолета открывается тиристор.
- Конденсатор заряжается от трансформатора. Тиристор закрывается, срабатывает прижимной механизм. Последний функционирует до разряда конденсатора. Повторное нажатие кнопки способствует подачи нового импульса. Время сохранения заряда конденсатора задается переменным резистором.
Сборка аппарата
Для создания рабочей части аппарата выполняют следующие действия:
- Собирают основу из нижней части корпуса микроволновой печи. На ней закрепляют один конец металлического профиля или деревянного бруса. Для этого используют саморезы, обеспечивающие прочную фиксацию. Ко второму краю профиля подсоединяют сварочный электрод с кабелем, подключенным к трансформатору. Провод наматывают на штангу, что предотвращает его повреждение.
- Обустраивают подвижную часть аппарата, имеющую вид рычага. В качестве оси используют длинный гвоздь. Создаваемые из профилей или брусков боковые стойки крепятся саморезами. Между ними и основанием рычага не должно оставаться расстояние. В противном случае точность воздействия аппарата снижается.
Тест работоспособности
После всех монтажно-сборочных работ аппарат проверяют следующими способами:
- Замеряют основные рабочие параметры агрегата. Для этого используют осциллограф. Сила импульса тока должна составлять около 800 А.
- Применяют собранное устройство на практике. Для этого создают пробный шов. После завершения работы замеряют температуру трансформатора. Если она является слишком высокой, схема собрана неправильно. Когда показатель находится в пределах нормы, делают еще 2 пробных шва.
2 Как сделать своими руками сварочный агрегат?
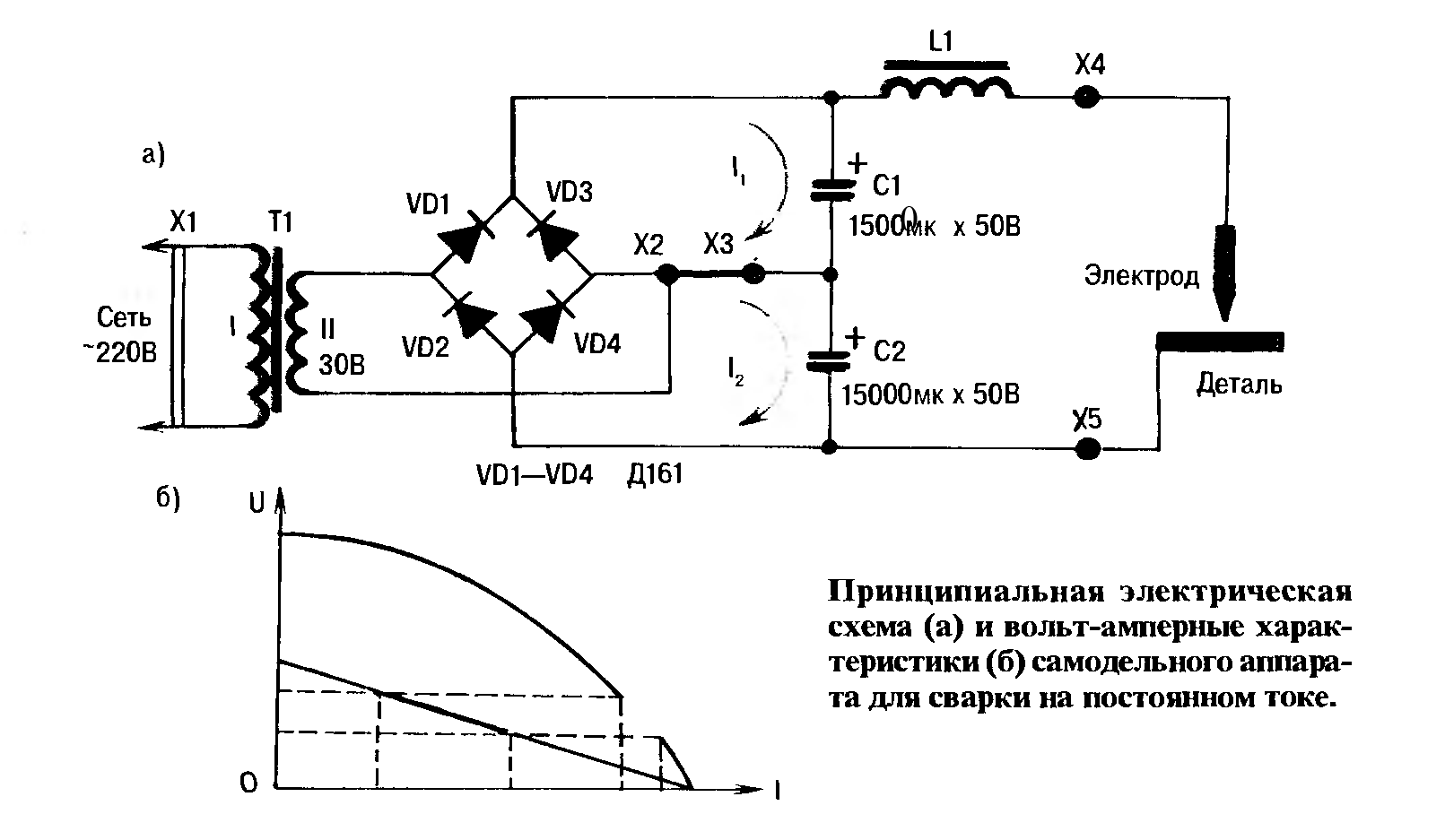
Теперь, когда мы знаем главные особенности сварочника, можно приступать к сборке самодельного сварочного аппарата. Сейчас в интернете имеется немало схем и инструкций для выполнения такой задачи, которые дают возможность создавать практически любое оборудование для сварки – на переменном и постоянном токе, импульсное и инверторное, автоматическое и полуавтоматическое.
В сложные технические “дебри” мы вдаваться не будем, и расскажем вам, как сделать сварочный аппарат самого простого трансформаторного типа. Работать он будет на переменном токе, обеспечивая эффективное и вполне достойное по качеству шва сварное соединение. Такой агрегат позволит выполнить любые бытовые работы, при которых требуется сварка металлических и стальных изделий. Для его изготовления понадобятся следующие материалы:
- пара десятков метров толстого (желательно медного) кабеля (провода);
- железо для сердечника трансформаторного устройства (железо должно характеризоваться достаточно большой магнитной проницаемостью).

Сердечник удобнее всего делать стержневым, традиционной П-образной формы. В принципе, допускается использовать и сердечник иной конфигурации, например, круглый из статора любого сгоревшего электрического двигателя, но будьте готовы к тому, что на круглую конструкцию обмотки наматывать намного сложнее. Рекомендованная площадь сечения сердечника для стандартного бытового сварочного агрегата, сделанного самостоятельно, составляет порядка 50 квадратных сантиметров.
Большее сечение делать нет смысла, так как агрегат станет намного тяжелее, а вот реального технического эффекта вы не добьетесь. Если вас не устраивает рекомендованная величина площади сечения, вы можете сами рассчитать ее значение, пользуясь схемой, приведенной в первой части нашей статьи.
Первичную обмотку требуется выполнять из медного провода с высокими характеристиками термической стойкости (во время сварки обмотка подвергается воздействию высоких температур). Данный провод, кроме того, должен иметь хлопчатобумажную либо стеклотканевую изоляцию. В крайнем случае, допускается применять провод в резинотканевой либо обычной резиновой изоляционной оболочке, но ни в коем случае не в полихлорвиниловой.

Изоляцию, кстати, можно сделать самостоятельно, нарезав из хлопчатобумажной или стеклоткани полоски двухсантиметровой ширины. Этими полосками вы обматываете медный кабель, после чего пропитываете провод с самодельной изоляцией любым лаком электротехнического назначения. Поверьте, подобная изоляция не перегреется при эксплуатации 6–7 сварочных стержней (при их сжигании на средней продолжительности сварочных работ).
Площади сечения обмоток рассчитываются по принципам, которые были изложены ранее. Думается, с данными расчетами у вас проблем не возникнет. Обычно площадь сечения “вторичного” провода берется на уровне 25–30 квадратных миллиметров, “первичного” – 5–7 (значения для самодельных агрегатов, которые будут работать со стержнями диаметром 3–4 миллиметра).
Также просто определяют протяженность куска медного провода и количество витков для обеих обмоток. А затем начинают наматывать катушки. Их каркас выполняют по геометрическим параметрам магнитопровода. Размеры подбирают таким образом, чтобы на сердечник, изготовленный из текстолита либо картона, используемого в электротехнике, магнитопровод одевался без каких-либо затруднений.
Намотка катушек имеет маленькую особенность. Первичную обмотку наматывают наполовину, затем на нее накладывают и половину вторичной. После этого аналогичным образом обрабатывают и вторую часть катушки. Для улучшения изоляционных свойств желательно между слоями прокладывать кусочки картонных полосок, стеклоткани либо плотной бумаги.





После сборки сварочной установки, сделанной своими руками, ее в обязательном порядке настраивают. Для этого нужно включить ее в сеть и выполнить на вторичной обмотке замер показателя напряжения. Его величина обязана равняться 60–65 В. Если напряжение иное, потребуется смотать (либо домотать) часть обмотки. Такие процедуры придется выполнять до тех пор, пока не будет достигнута указанная величина напряжения.
Общая информация
Контактная сварка (также «электрическая контактная сварка», «контактная электросварка» или «ERW») — это метод соединения металлов путем их нагрева с помощью тока и одновременной механической деформации с помощью давления. Говоря простыми словами, сварной шов получается в результате нагрева металла и его дальнейшего сжатия под двумя толстыми металлическими электродами. При контактной сварке ключевую роль играет именно ток, а не давление. Ниже представлена схема простейшей контактной сварки.
Во время прохождения тока при сварке тепло распространяется по металлической детали, в зоне сварного шва, а также между металлическими электродами. При этом все эти элементы нагреваются с разной температурой, наибольшая концентрация тепла наблюдается, когда установлен контакт между электродами и деталью.
Если аппарат настроен правильно и соблюдается технология сварки, то поверхность металла не должна нагреваться слишком сильно, поскольку в контактной сварке важна не столько высокая температура плавления, сколько совокупность температуры и механического воздействия. Кроме того, электроды должны охлаждаться (например, с помощью воды)
Так что важно следить за температурой нагрева. Если она избыточна, то это первый признак ошибки сварщика или неисправного оборудования
Схема и конструкция устройства
Самодельному сварочному аппарату присуще простое строение. Для сборки применяют схемы, включающие:
- Трансформатор понижающего типа. Компонент уменьшает напряжение поступающего от сети электричества до 50-70 В, повышая силу тока до нужных величин. Это помогает снизить потребление энергии до минимальных значений.
- Сварочные кабели. Используются для подачи вырабатываемого трансформатором тока к электродам. Провод должен иметь увеличенную толщину и прочную изоляцию.
- Держатель с электродами. Стержни, обработанные специальным составом, способствуют быстрому розжигу и уверенному горению дуги. Последняя становится источником тепла, необходимого для расплавления металлов.

Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.

Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Читать также: Как сделать бензопилу бесшумной своими руками видео
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
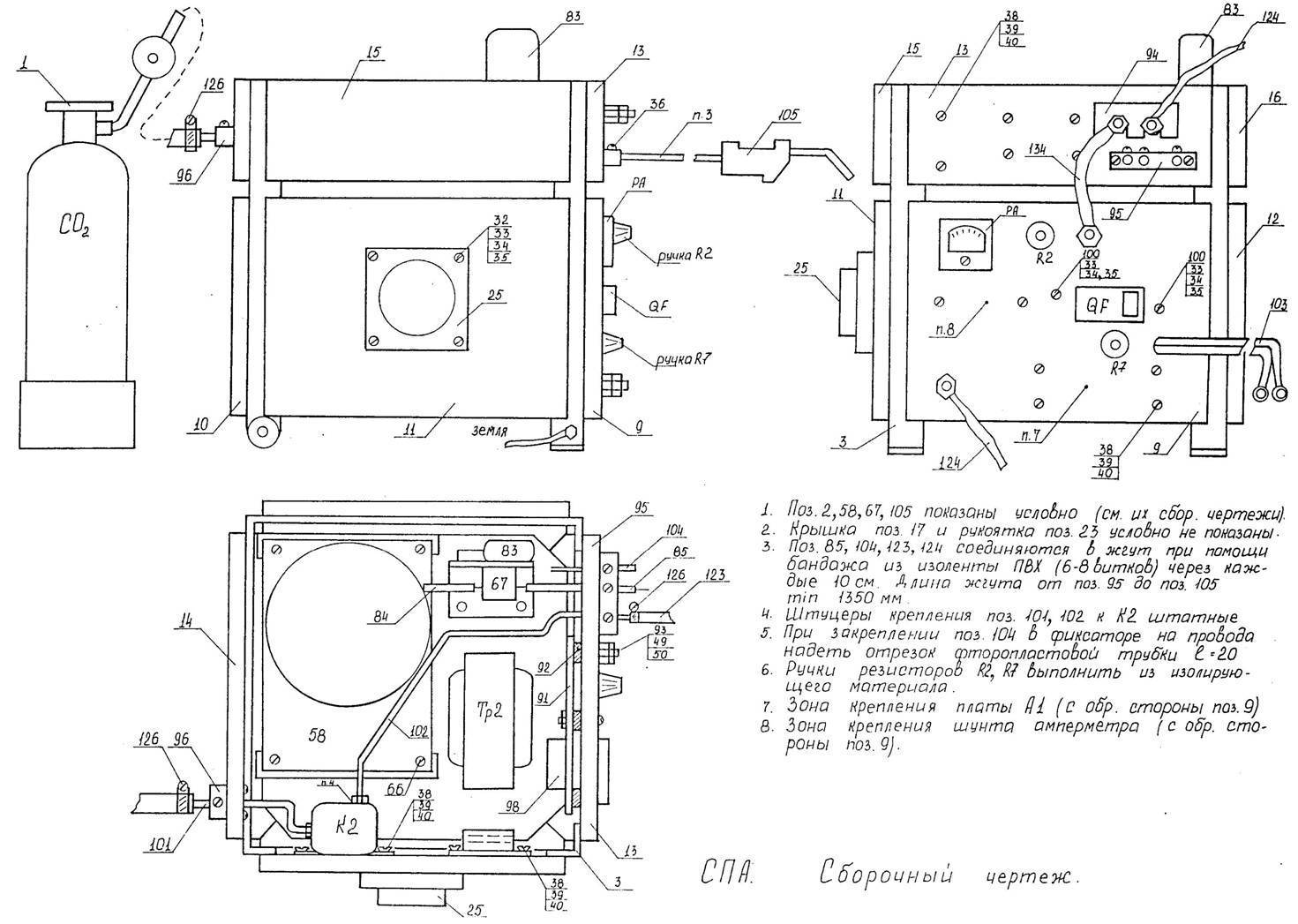
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:

Оптимальный материал для корпуса — текстолит 10–15 мм.
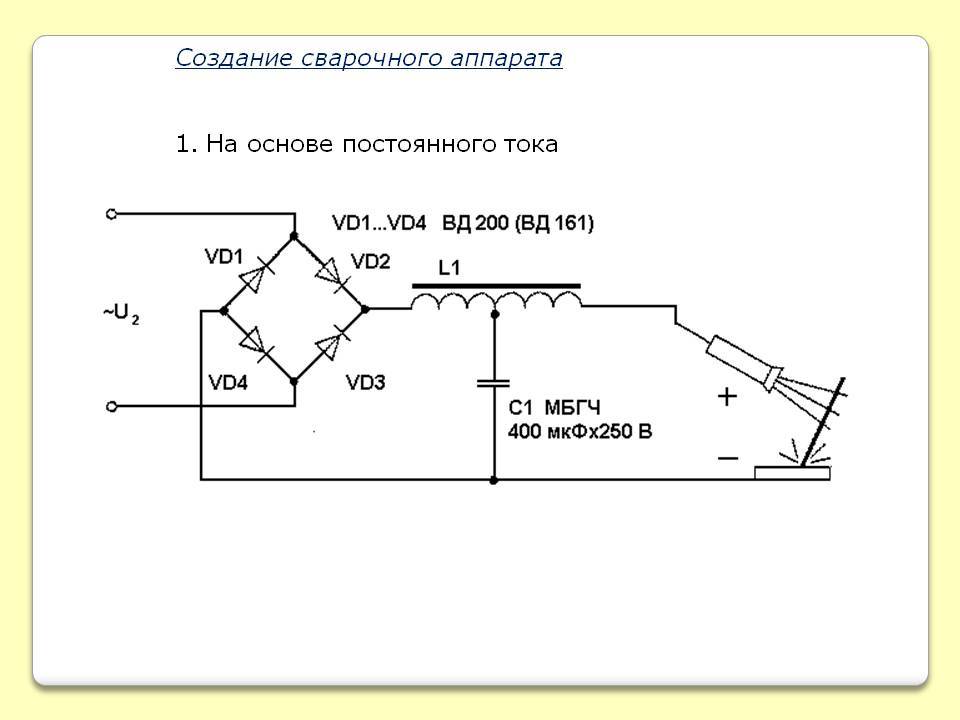
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.

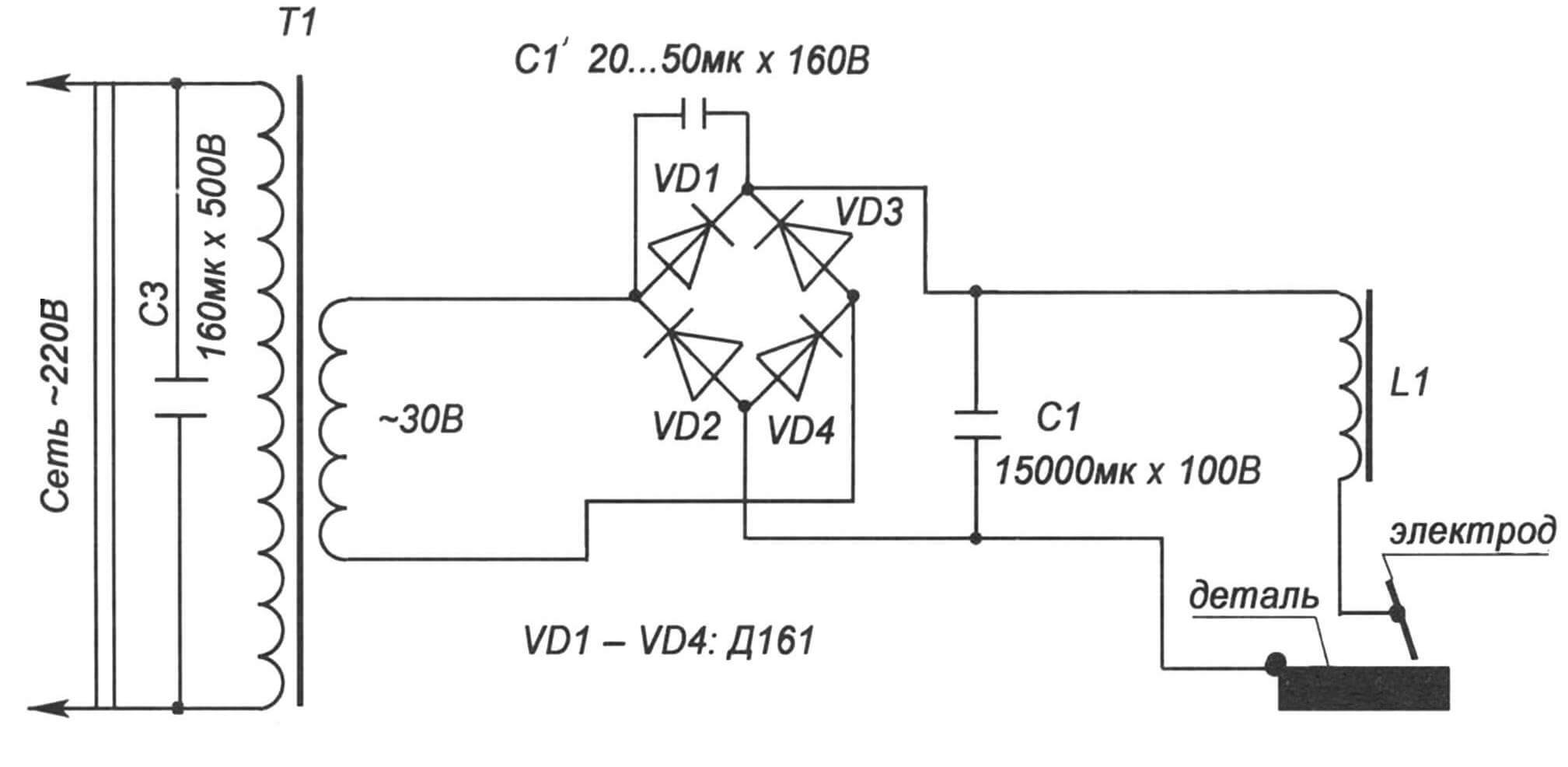
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.

Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.

Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.

Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.







В качестве сварочных электродов можно использовать толстую швейную иглу.
Инверторный аппарат для точечной сварки
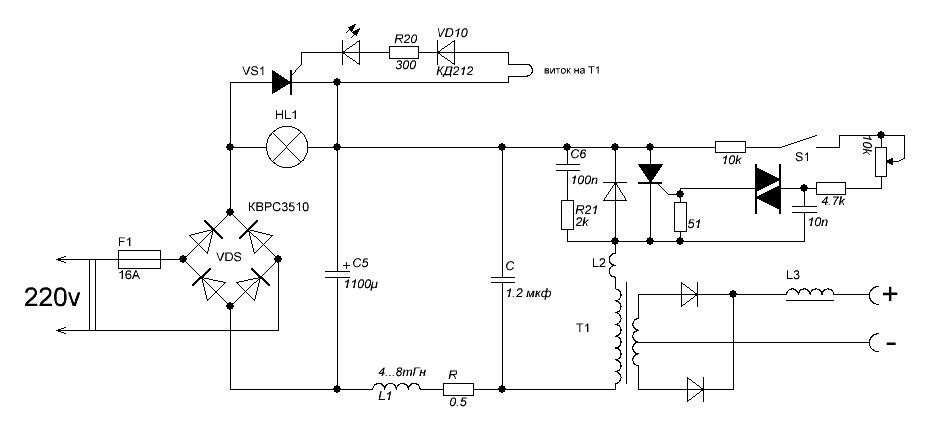
Этот аппарат собран на базе импульсных схем и позволяет производить точечную сварку даже при питании от низковольтных источников типа аккумуляторов.
Схема и необходимые элементы
Схема данного прибора представляет собой инвертор, который преобразует постоянное напряжение в высокочастотные колебания с частотой 30-50 кГц.
Колебательный контур генератора определяется индуктивностью первичной обмотки трансформатора и конденсатором, емкость которого не должна превышать 2 мкФ. В принципе, емкость можно увеличить, но тогда генератор будет работать на более низких (звуковых) частотах, в результате чего трансформатор будет излучать свист.
Алгоритм создания аппарата:
- Из силового трансформатора блока питания компьютера АТХ 450 делается импульсный трансформатор.
- Из трансформатора удаляются все обмотки и наматывается первичная обмотка жгутом из 3 проводов диаметром 1 мм.
- Поверх первичной обмотки наматывается 1 виток вторичной обмотки, представляющий собой медную ленту шириной 22 мм и толщиной 1 мм.
- Вторичная обмотка фиксируется в трансформаторе эпоксидным клеем, а на концы ее напаиваются латунные клеммы. В клеммы вставляются и фиксируются отрезки медного провода диаметром 2 мм, которые и будут выполнять роль электродов.
- Используемый в схеме дроссель выполняется на тороидальном сердечнике и имеет от 10 до 30 витков провода диаметра 1,5 мм.
- Транзисторные ключи крепятся на небольших радиаторах.
- Все элементы устанавливаются на плате из изоляционного материала и соединяются пайкой с помощью проводов в соответствии со схемой аппарата.
- Сверху электрическая схема закрывается корпусом из изоляционного материала.
- В удобном месте устанавливается кнопка управления.
Достоинства и недостатки конструкции
Достоинства:
- Довольно высокая выходная мощность, позволяющая проводить сварку аккумуляторов и других более крупных деталей.
- Схема может питаться от источника постоянного тока с напряжением от 6 до 24 В.
- Можно использовать как сетевой источник питания (например, блок питания от компьютера), так и мощный аккумулятор.
- Малый вес и габариты.
- Низкая себестоимость.
Недостатки:
- Питание должно осуществляться только от мощных источников. При просадках тока источника питания в аппарате могут появиться неисправности.
- При сварке необходимо выполнять правильный режим работы. После двух секунд сварки делать перерыв на 2-3 секунды.
Как собрать сварное оборудование
Совсем не обязательно приобретать дорогое оборудование его можно сделать своими руками. Если соблюдать все правила и нюансы, то готовая самодельная контактная сварка на конденсаторах выйдет ничем не хуже оригинала, но это позволит существенно сэкономить финансы.
Чтобы сделать конденсаторный сварочный аппарат своими руками стоит подготовить следующие компоненты:
- трансформатор на 220 вольт. Устройство должно иметь мощность 5-20 Вт, а показатель выходного напряжения должен составлять 5В;
- диодные компоненты выпрямительного типа с прямым током – 4 штуки. Показатель мощности – не меньше 300 мА;
- тиристор. В качестве аналога подойдет прибор Т142-80-16, КУ 202 и похожие устройства;
- конденсаторы электролитические;
- резистор переменного типа на 100 Ом;
- трансформатор с мощностью 1000 Вт. Подходящим вариантом будет устройство от микроволновок;
- электроды;
- провод из меди с сечением не меньше 35 мм.кв. – 1 метр;
- переключательные компоненты, предохранители, корпус по желанию.
Чтобы сделать конденсаторную сварку своими руками потребуется схема и описание процесса. Ниже на картинке изображена схема конденсаторного сварочного аппарата, которая потребуется при его сборке.
Главное все собирать четко по схеме. Если все будет выполнено правильно, а все детали будут исправными, то проблем с работоспособностью самодельного сварного оборудования возникнуть не должно. Но все же трудности могут возникнуть с трансформатором. Как было указано выше, можно использовать прибор от микроволновки, его можно недорого купить на рынке с использованными элементами.
В этом деле может потребоваться схема конденсаторной сварки ударного типа от Aka Kasyan.
Однако перед тем как устанавливать, трансформатор переделывается:
- Обязательно удаляются магнитные шунты, убирается вторичная обмотка.
- На свободную область место наматывается 2-5 витков вторичной обмотки. Для этих целей применяется толстый провод из меди.
- При настройке число витков меняется.
Особенности сборки
Схема конденсаторной сварки, собранной своими руками требует соблюдения важных принципов
Важно чтобы все было выполнено строго по алгоритму, только так можно получить качественное и исправное оборудование
Особенности сборки и работы прибора:
- На начальном этапе сварочные разряды тока должны поступать на область первичной обмотки трансформаторной катушки. Также они должны доходить до диодного моста.
- После на мост поступает сигнал от тиристора. Но перед этим данный элемент необходимо подключить к кнопке, которая подает импульс.
- Чтобы происходило скапливание сварочных импульсов, конденсаторные элементы встраиваются в цепь тиристора. Одновременно с этим конденсатор подключается к диодному мосту и к области первичной обмотки трансформатора.
- Во время включения самодельного оборудования с конденсаторами происходит накапливание электричества, исходящего из розетки. После этого нужно нажать на кнопку, а накопленное электричество в это время передвигается через резистор и тиристор, оно образует импульс.
- После импульс переходит на электрод. Как раз в этот момент требуется остановить подачу электричества к сварному прибору.
Это простая схема конденсаторной точечной сварки своими руками. При желании ее можно улучшить, модернизировать новыми и современными элементами. Но для бытовых условий вполне сойдет простое оборудование. При помощи него можно варить разные небольшие элементы из металла. При этом шов будет очень прочным и ровным.
Если вы решили сделать конденсаторную точечную сварку своими руками, то предварительно рассмотрите ее важные особенности и нюансы. Несмотря на то, что данная технология считается простой, она имеет важные принципы и правила, которые нужно учитывать при ее проведении. Не стоит забывать про принципы, виды и отличительные качества. Также, перед тем как приступать к сооружению самодельного аппарата для сварки, стоит подготовить необходимые элементы.
Сборка аппарата для сварки
Припаиваем конденсаторы между собой. Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. И припаиваем к проводам, изолируем места пайки изолентой. Корпусом вилки будет служить алюминиевая трубка с пластиковой заглушкой, через которую будут торчать сварочные вывода. Чтобы вывода не проваливались, сажаем их на клей.
Также сажаем на клей заглушку.
Припаиваем провода к кнопке и прикладываем кнопку к вилке. Все обматываем изолентой.
То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки. Собираем устройство, припаиваем вилку и кнопку.
Включаем, нажимаем кнопку зарядки. Происходит зарядка конденсаторов.
Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо. Пробуем сваривать металлы. В принципе терпимо, учитывая то что я взял не совсем новые конденсаторы. Лента держится довольно неплохо.
Но если вам нужно помощнее, то тогда можно доработать схему так.
Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата. Далее, вместо кнопки – резистор сопротивлением 10-100 Ом. Я решил, что хватит с кнопкой баловаться – все заряжается само через 1-2 секунды. Плюс ко всему кнопка не залипает. Ведь ток мгновенного заряда также порядочный. И третье это дроссель в цепи вилки, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике. Благодаря этому дросселю будет увеличено мгновенное время сварки, что повысит её качество, и будет продлена жизнь конденсаторов.
Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений.
Специфика сварки аргоном
От сварки ММА аргонную отличает несколько деталей процесса:
- Сварка проходит при постоянном обдуве шва аргоном.
- Вольфрамовый электрод (для ручной сварки). Для автоматической аргонной сварки могут применяться и плавящиеся электроды.
- Дуга разжигается с помощью осциллятора — прибор для бесконтактного розжига.
- Специфическая техника прохода электрода.
- Необходима присадочная проволока. Без нее можно варить только очень тонкие листы.
- Работает как на постоянном токе (обратная полярность), так и на переменном.
Сделать аргонную сварку из инвертора вполне реально, и самодельная установка будет проходить самые сложные швы, выдавая отличное качество. Аргон отличается от других рабочих газов полной инертностью к большинству веществ. Он дешев, достаточно тяжел, чтобы плотно окутать ванну в процессе сварки, и предотвращает образование оксидной пленки. В этом также его минус — при работе на открытом воздухе ветер может снизить качество, укрытие из подручных материалов исправит ситуацию.
Функциональные возможности сварочного инвертора
В среде инертного газа сварка проходит с силой тока 20-200 А и напряжением в 30-80 В. Параметры выбираются из диапазона по специальным таблицам, зависят от толщины соединяемого листа и диаметра электрода. Вольфрам для аргонной сварки не плавится при рабочих температурах, позволяет получить узкий аккуратный, но прочный шов за счет очень тонкой дуги и показывает малый расход (испарение — 0,01 г/м).
Присадочная проволока на толстых деталях нужна для получения монолитного шва и выбирается с учетом материала свариваемых элементов. Для алюминия нужна алюминиевая проволока, для нержавейки — легированная сталь определенной марки, и так по каждому материалу. При рабочей температуре аргонной сварки она плавится и качественно заливает шов.
Выбор основных элементов
Питающий блок сварочного агрегата состоит из сердечника и обмоток. Первый можно приобрести в готовом виде или собрать самостоятельно.
Сердечник для сварочника
Основной компонент аппарата изготавливается из стальных профилей. Сделать его самостоятельно сложно. Проще найти готовую деталь на заводах, в пунктах сбора металла. Конструкция имеет вид прямоугольника площадью более 55 см². При сборке устанавливают болт, с использованием которого задают положение подвижной вторичной обмотки по отношению к стационарной первичной.
Обмотка проводов и особенности намотки
На первом этапе формируется первичная часть. Для этого накладывают 210-215 витков. Поверх устанавливают текстолитовую планку, на которой болтами фиксируют концы провода. После этого приступают к формированию вторичной обмотки. Она состоит из 70 витков. Концы также прикрепляют к текстолитовой пластине.




Самодельный аппарат для сварки
Схема является основой создания сварочного аппарата, а его «сердцем» можно считать трансформатор, который будет создавать необходимое напряжение.
Сразу стоить отметить, что данный элемент должен быть мощным с минимальным значением 700-800 ватт.
Видео:
Можно сделать самодельный сварочный аппарат с помощью инвертора, но для этого необходимы определенные знания и навыки. Использование трансформатора, а не инвертора, является более простым способом создания самодельного аппарата.
Трансформатор можно взять из микроволновки. Причем для этого подойдет старое устройство или микроволновку можно приобрести специально с рук.
Схема дальнейших действий следующая:
- Доставать трансформатор из микроволновки нужно аккуратно, убирая все крепления, разбирая основу;
- Вторичная намотка с трансформатора из микроволновки должна быть сбита. Использовать можно любой подручный инструмент: молоток, зубило, клещи, сверло и пр. Кстати сверло должно быть всегда под рукой при использовании точечной сварки. Вторичная обмотка отличается от первичной более толстым проводом. Действовать здесь нужно также аккуратно, чтобы не повредить провод, используемый для первичной обмотки;
- Необходимо сделать два-три витка новой вторичной обмотки. Для получения тока в 1000А желательно брать провод, толщина которого будет не меньше 1 см. Физически сделать больше трех витков не получится, поэтому при необходимости добавляется еще один трансформатор из микроволновки, как было сказано выше;
- Следующим шагом выполняется проверка обмотки на короткие замыкания. Используется для этого вольтметр. Если таковых не обнаруживается, следовательно, можно продолжать работу;
- Далее трансформатор из микроволновки проверяется амперметром. Если сила тока превышает значение 2000А, то необходимо ее уменьшить, чтобы избежать в дальнейшем перепадов напряжения.
Для электродов хорошо подойдет медная проволока. Толщина проволоки подбирается таким образом, чтобы диаметр провода не превышал ее диаметра.
Можно воспользоваться двумя паяльниками, точнее их жалами, которые можно установить в качестве электродов.
Потери тока можно снизить, укоротив длину провода, идущего от электрода.
Соединение провода с электродом происходит при помощи медного наконечника, можно сделать отверстие при помощи высверливания, сверло при этом используется на 8.
Далее для обеспечения безопасной работы самодельного сварочного аппарата необходимо сделать корпус. Лучшим материалом для этого послужит дерево.
При создании рычагов нужно учитывать следующий момент: необходимо создать свободное движение верхнего рычага по горизонтали и вертикали, сделать это можно с помощью специальных проемов в корпусе.
Видео:
При желании можно и нижний рычаг сделать аналогичным образом.
Необходимо предусмотреть место под включатель-выключатель на задней крышке прибора. После установки тумблера вставляется кабель питания.
Чтобы исключить возможность выпадения кабеля, его необходимо сделать более толстым, утолщить.
Трансформатор из микроволновки крепится к основанию с помощью саморезов. На крепление надевается клемма и делается заземление. Все соединения должны быть тщательно изолированы.
Чтобы верхний рычаг оставался в поднятом состоянии, можно воспользоваться обычной резинкой, надетой на два самореза.
Смотрите видео о точечной сварке своими руками в нашей статье.





