
Виды пульверизаторов
В настоящий момент можно выделить несколько их типов:
- Ручной — самое простое оборудование, его освоит любой человек без опыта проведения покрасочных работ. При неумелом обращении возможны недочеты в виде неровного наложения красителя и неравномерности окраски.
- Пневматический — основан на воздействии сжатого воздуха. Подобное устройство применяют при работе на больших площадях, например, когда нужно обработать торговые залы супермаркетов, производственные цеха предприятий.
- Вакуумный — внутри создается давление, которое на выходе гасится красителем. Данный безвоздушный способ экономит количество краски и позволяет обрабатывать значительные площади за короткое время.
- Электрический — внутри краскопульта установлен электронасос, который рассеивает краску. Используются в быту при проведении косметических ремонтов помещений.
- Комбинированные — одновременно работают системы вакуумной и пневматической окраски. Область применения: транспортная промышленность и мебельное производство.
Модельный ряд краскопультов огромен. При желании сделать краскопульт собственными руками, нужно сначала ознакомиться с работой каждого вида пульверизатора.
Виды краскопультов
Требуемое оборудование
Для того чтобы процесс самостоятельной покраски практически не отличался от заводского, необходимо выбрать подходящее место, где будут проводиться работы.
Когда помещение найдено, нужно собрать и подготовить необходимое оборудование:
- печь для полимеризации (сушки);
- источник постоянного напряжения (около 25 кВ);
- распылитель порошковой краски (пистолет);
- ЛКМ.
В работе не помешает аккуратность и небольшой опыт. Но если его нет – не беда, действуя по инструкции, можно избежать большинства ошибок и получить вполне приличный результат.

Изготовление печи
Полимеризация – важный этап в отвердении порошковой краски. Если этот пункт работ опустить, ЛКМ не будет держаться на металлических поверхностях. Поэтому такое оборудование, как печь – ее еще называют камерой полимеризации – необходимо в первую очередь. Вещь эта дорогостоящая, поэтому можно сделать ее своими руками, из подручных материалов. Нам понадобятся (камера полимеризации будет иметь размеры 2х1х1 м):
- профильная труба;
- негорючая теплоизоляция (плита базальтовая);
- листовой металл (можно заказать по размерам);
- тангенциальный вентилятор;
- ТЭНы.
Инструкция по сборке печи состоит из следующих шагов:
- Сварите из профиля каркас.
- Заложите в него утеплитель.
- Листовым металлом зашейте стены. Снаружи отделайте все гипсоволокном.
- Для конвекции в камере установите тангенциальный вентилятор, наварив ему узкий выход и широкий вход.
- Вентилятор вставьте в камеру. Он будет забирать воздух вверху, прогонять его через ТЭНы, выгонять внизу, а затем распределять по всему объему камеры.
- ТЭНы установите вдоль параллельных стенок и соедините по распределению на фазы.
- ТЭНы закройте, оставляя открытым вентилятор, основная часть которого должна располагаться вне камеры (чтобы не оплавить обмотку).
- Установите электрощит. Правда, эту работу лучше поручить специалисту.
Полученное оборудование – камера полимеризации – будет иметь мощность 12 кВт на разогреве и 6 кВт в работе.
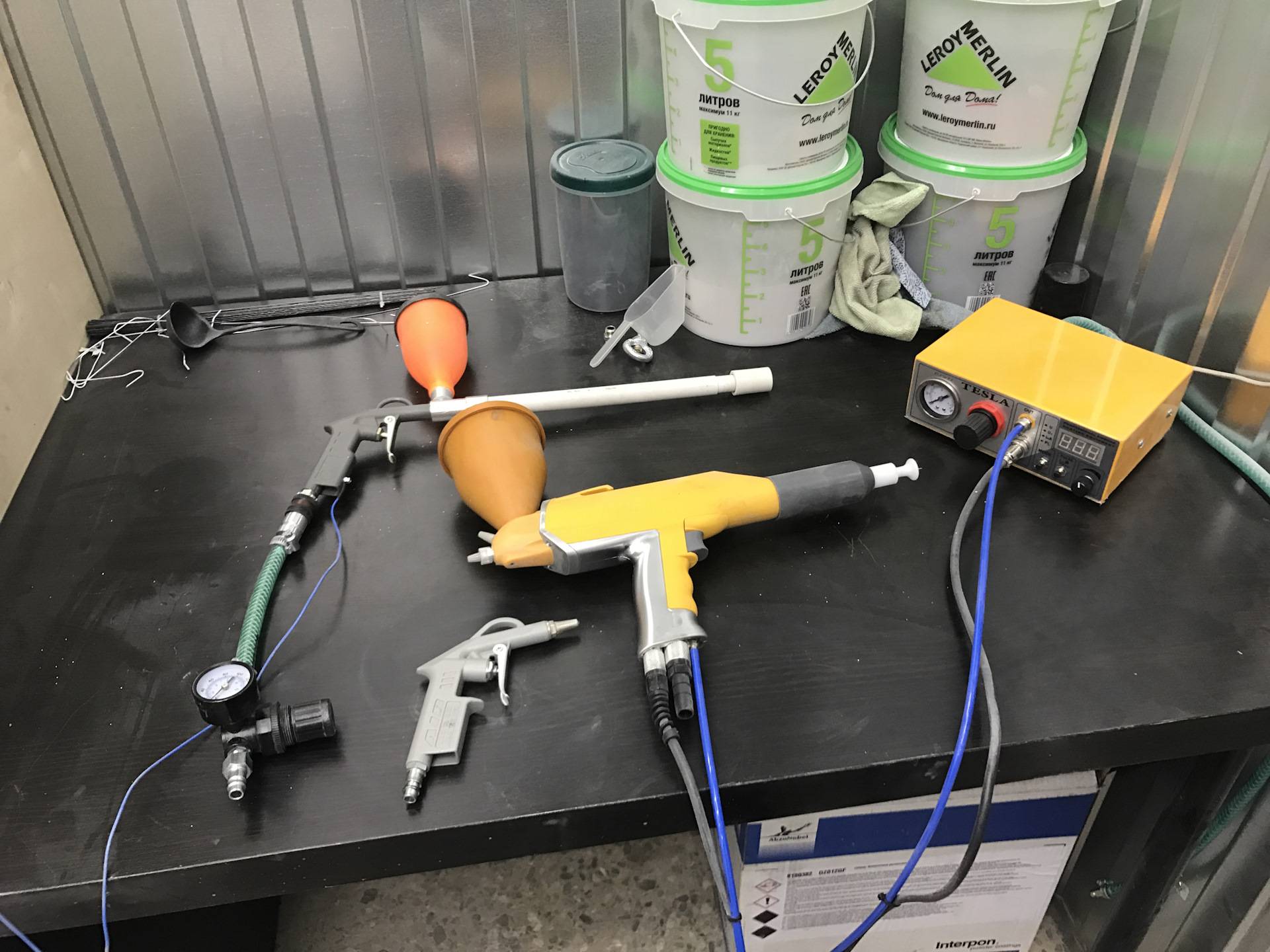
Покрасочный инструмент – пистолет
Чтобы нанести порошковую краску на изделие, требуется специальное устройство. Это электростатический краскопульт или трибостатический порошковый распылитель. Но покупать дорогостоящее оборудование ради редкого использования не целесообразно. Так как в нашем случае все изготавливается своими руками в домашних условиях, такое устройство можно смастерить минут за 10. Такой пистолет прост в использовании, дешев и практичен. Переход с одной краски на другую занимает несколько секунд.
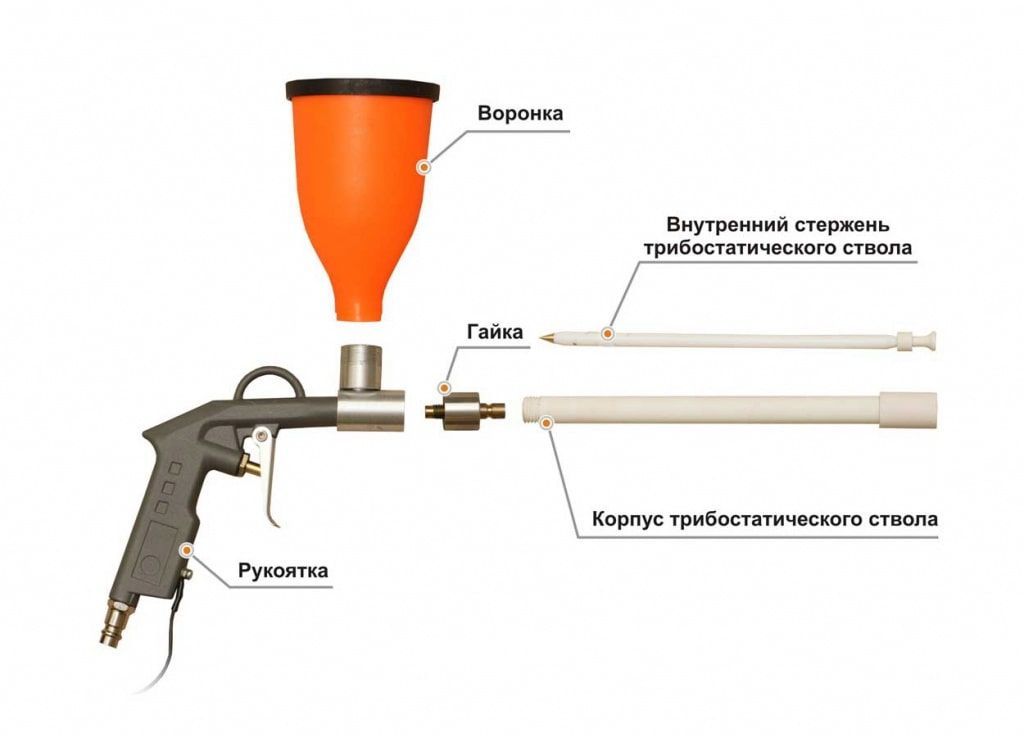
Конструкция и комплектация пистолета для порошковой покраски
Как сделать пистолет для порошковой краски:
- Возьмите обычную пластиковую 1,5-литровую бутылку. Главное, чтобы она была сухая и чистая.
- Заполните ее на 1/3 порошковой краской, закрутите металлической пробкой.
- Проделайте в пробке маленькие отверстия. Чем больше отверстий, тем качественнее будет нанесение. Зачистите пробку снаружи от заусениц, оставшихся после прокалывания.
- Подключите к пробке плюсовой провод от источника высоковольтного напряжения.
Для этой цели нужен преобразователь, который сможет выдать 25 000 вольт постоянного тока. Такие используются в электрошокерах, зажигалках для газовых плит, котлах и колонках. Они могут работать от батареек или аккумуляторов, преобразовывая 3-6 вольт в нужные 25 кВ.
После всех манипуляций получается вполне приличный пистолет.
Мелочи, без которых не обойтись
Перед началом окраски нужно тщательно позаботиться о том, чтобы все операции проходили при идеальных условиях:
- Необходимо отличное освещение. Используйте лампы дневного света. К обычной лампе порошковая краска отлично прилипает.
- Нужна хорошая вентиляция с двумя моторами (на вход и выход). Дополнительно придется надеть марлевую повязку, а лучше профессиональный респиратор.
- Придется изобрести способ сбора остатков порошковой краски. На начальных этапах используйте старый мощный пылесос.
Когда все тщательно подготовлено, можно приступать к покраске своими руками нужных деталей.
Виды пульверизаторов
Бытовые распылители краски можно разделить на 3 группы: пневматические, электрические и механические (ручные). Есть ещё комбинированные и электростатические, но они используются в основном, в промышленных отраслях. Для выполнения покраски на любительском и профессиональном уровне, наиболее подходят пневматические краскопульты, работающие на сжатом воздухе, подаваемом из ресивера компрессора. Вслед за ними, с небольшим отставанием по качеству слоя, идут электрические распылители, работающие за счет турбинного нагнетателя или плунжерного механизма.
Чтобы более четко понимать, как сделать краскопульт своими руками, полезно хотя-бы поверхностно ориентироваться в основных разновидностях такого широкого модельного ряда. Поскольку нас интересуют аппараты исключительно воздушного типа, мы коротко пробежимся по их классификации и перейдем к разбору принципа действия.
- Пневматические краскопульты широко используются как в бытовых, так и в промышленных работах. Как было упомянуто ранее, выдают наилучший окрасочный слой с высокой производительностью. Качество покраски, эффективность и удобство использования пневматического пульверизатора, во многом зависят о его стоимости, которая имеет очень широкий диапазон: от 1000 до 40 000 рублей за пистолет. Ценовой сегмент отделяет простые, бытовые распылители от профессиональных, высокоточных аппаратов. Новичок практически не заметит разницы между дорогой и дешевой моделью, но для эксперта это будет небом и землей. Для повседневных бытовых нужд, отлично подходят самые бюджетные аппараты, аналоги которых изготовить самостоятельно не получиться из-за специфичной конструкции.
- Электрические краскопульты, как и предыдущие, имеют приличный разброс цен. В некоторых магазинах можно найти рабочий пульверизатор за 1000 рублей, а мощные, профессиональные модели именитых брендов стоят около 20 000. И это мы не затрагиваем малярные станции, оцениваемые десятками и сотнями тысяч. Цена товара определяет качество, и электрокраскопульт не является исключением из этих правил.
- Конструкция электрического пульверизатора может иметь 2 варианта исполнения: с нагнетателем и распылителем в одном корпусе и с выносным компрессором без ресивера. Первый вариант менее мощный, но максимально компактный и эргономичный. Работа таким инструментом быстрее выматывает, поскольку нагрузку на руку создает не только краска в бачке, но и вес встроенного нагнетателя. Второй вариант зачастую имеет более мощный источник воздушного потока, который во время работы вешается на плечо как сумка. Во время покраски таким прибором, в руках находиться только распылитель с бачком краски, соединенный с компрессором гибким шлангом. По данной методике делают практически все самодельные краскораспылители на основе пылесоса. Подобные аппараты оптимальны для домашнего применения.
Достоинства порошковой окраски при помощи камеры полимеризации (печь полимеризации, печь оплавления):
Порошковая краска представляет из себя мелкодисперсный порошок, в состав которого входят некоторые полимерные смолы, а также отвердители и вещества, придающие цвет.Воздействие внутри камеры полимеризации помогает создать высокопрочное, однородное покрытие. При это следует заранее учесть, сможет ли обрабатываемая деталь выдержать контакт с температурой около двухсот градусов по Цельсию.Порошковое окрашивание безусловно имеет ряд неоспоримых достоинств, выгодно отличающих его традиционных методов покраски металла. Главные из преимуществ:
- Порошковое окрашивание создает эталонное качество поверхности детали;
- Разнообразие цветов и оттенков;
- Возможность применения различных стилистик и эффектов на рабочем материале;
- Экологичность данной технологии;
- Отсутствие растворителей;
- Безопасность порошкового покрытия для людей при прямом контакте;
- Пожаробезопасность;
- Удобство и быстрота нанесения.
Компания «Вива-вент» установила на производстве камеру полимеризации (печь полимеризации) и предоставляет своим клиентам НОВУЮ услугу — окрашивание любых металлических изделий порошковым покрытием RAL разных цветов и оттенков, обеспечивающим отличное качество поверхности детали.
Примеры порошковой окраски изделий с помощью камеры полимеризации смотрите здесь>>


Что из себя представляет КАМЕРА ПОЛИМЕРИЗАЦИИ (ПЕЧЬ ПОЛИМЕРИЗАЦИИ):
Камера полимеризации является сборной конструкцией из сэндвич панелей, заполненных теплоизоляционным материалом. Благодаря особой конструкции камеры полимеризации, температура внутри камеры сохраняется в течение длительного времени, без нагрева наружных стенок и тепловых потерь.









Камера полимеризации (печь полимеризации, печь оплавления) используется для осуществления технологического процесса полимеризации порошковых композиций, предварительно нанесенных на металлические детали.
Проем печи, в который осуществляют загрузку деталий закрывают теплоизолированными дверями, оборудованными специальным запорным механизмом. По периметру дверей установлен термостойкий резиновый профиль.
В полимеризационную печь отдельно монтируется термоблок, который и осуществляет нагрев камеры. Внутри термоблока монтируют ТЭНы, которые устанавливают на боковых стенках и закрывают теплоотражающими экранами. Конструкция термоблока полимеризационной печи дает возможность в короткие сроки осуществлять профилактику нагревательных элементов и замену неисправных ТЭНов. В случае если вам потребуется увеличить рабочий объем камеры полимеризации. Конструкция из сэндвич панелей позволяет легко добавить рабочий объем камеры полимеризации.
Термоблок, подключенный к камере полимеризации, осуществляет принудительную циркуляцию воздуха для создания равномерной температуры внутри камеры.
Подробнее о процессе полимеризации порошковой краски:
- Через дверной проем в полимеризационную печь по транспортной системе загружается тележка с деталями, на которые была нанесена порошковая краска. После этого двери камеры закрываются и запираются спец. механизмом.
- На пульте управления включается вводной автомат и кнопка ПУСК, при этом включается термоблок, полимеризационная камера начинает нагреваться.
- Терморегулятор пульта управления камеры полимеризации настраивается на температуру до 250°С (температура зависит от типа порошковой краски).
- Когда температура в полимеризационной камере достигает 130°С — 140°С порошковая краска начинает выделять летучие вещества в виде дыма. Для их отсоса из камеры полимеризации этих веществ в автоматическом режиме включается вентилятор вытяжки, настроенный на работу в течение 10 секунд с паузой в работе 5 минут.Когда температура внутреннего объема становится на 5°С — 10°С ниже заданной, отключается I группа ТЭНов.
- Когда достигается заданная температура, отключается II группа ТЭНов и включается реле времени, настраиваемое соответственно на 20, 10 или 5 минут.
- После выхода камеры полимеризации с заданного режима выключаются ТЭНы и вентилятор рециркуляции воздуха, включается вентилятор вытяжки и звуковая сигнализация. Если это необходимо, вентилятор вытяжки включается в любое время до или после режима полимеризации (180° С) переводом рукоятки переключателя в режим «Руч».
Особенности покраски колесных дисков автомобиля порошковой краской: преимущества и оборудование
Технология восстановления поверхности при помощи порошковых красок довольно популярна. Специалисты объясняют это целым рядом положительных моментов от применения данной методики:
- Долговечность и устойчивость к механическим воздействиям и химическим реагентам.
- Порошковая покраска дисков своими руками на видео вполне доступна и требует минимального расхода материалов.
- Возможность создания краски любого оттенка.
Однако вариант практически нереализуем в домашних условиях, потому что существует технологическая необходимость в специальном оборудовании:
- Покрасочная камера.
- Электростатический пистолет-пульверизатор.
- Сушильная печь.
Соответственно потребуется компрессор и надежный источник электропитания, причем, желательно трехфазного типа. Тем не менее, есть мастера, которые смогли оборудовать рабочее место из подручных средств, например, в качестве печи они используют духовые шкафы бытового назначения. Насколько это оправдано при единичном использовании, каждый судит сам, но вполне очевидно, что суммарная затратность мероприятия слишком велика.
Отсюда напрашивается вывод – восстановление внешнего вида колес при помощи аэрозольного баллончика представляет собой самый оптимальный вариант. Однако речь пойдет не о нем, ниже рассмотрим, что представляет собой покраска колесных дисков порошковой краской и основные нюансы метода.
Оборудование для проведения работ
Основной недостаток порошкового метода окраски заключается в довольно сложной технологии и дорогом оборудовании, хотя, в определенных случаях допускается использование бытовых приспособлений:
- Покрасочная камера для сухого напыления должна быть оборудована рекуператором, который собирает остатки порошковой краски. В последующем их используют повторно. В бытовых условиях наши «самоделкины» приспособились использовать обычный пылесос циклонного типа.
- Пескоструйный аппарат для очистки поверхности абразивно-воздушной смесью. Возможно применение самодельных приборов или, в крайнем случае, ручная очистка наждачной бумаги соответствующей зернистости.
- Компрессорная установка, которая способна обеспечить рабочее давление до 5 атмосфер для обеспечения работы «пескоструя» и покрасочного пистолета. Обязательно наличие маслоуловителя и фильтра с сорбентом для подготовки сжатого воздуха.
- Трибостатический или электростатический пистолет для распыления краски. Первый подходит для работы только с эпоксидным пороком, а второй — со всеми типами порошковых красок. Встречаются самодельные варианты, например, сделанные на основе пластиковой бутылки и металлической крышки.
- Сушильная камера с вытяжкой, обеспечивающая температуру 200°C.
- Мощная электросеть с заземлением.
На всех видео для качественной и эффективной покраски дисков своими руками рекомендуется купить или взять в аренду хороший покрасочный пистолет. Не имея практики, впервые связываться с изготовлением самодельного прибора не желательно, так как этот процесс может занять массу времени, и его результат не гарантирует стопроцентной реализации.
Базовые материалы
При окраске автодисков применяют следующие виды порошковых красок:
- Полиэфирные – покрытия устойчивы к коррозии и суровым атмосферным условиям.
- Эпоксидные – слой этой краски особо стоек к щелочной и кислотной среде.
- Полиуретановые – покрытие сохраняет свой первозданный вид даже после абразивного воздействия, а также устойчиво к маслам и растворителям.
- Силиконовые – особо устойчива к воздействию высоких температурных режимов.
На рынке представлено большое количество продукции, с помощью которой несложно подобрать нужный цвет, фактуру (глянцевая или матовая), а также структурный тип полимерной поверхности (шагрень, антик и т.д.). Наиболее популярны следующие марки красок:
Гамма цветов, которая распространена в России, определена нормативом RAL, но производители предлагают и ряд красок других стандартов.
При отсутствии пескоструя можно применить дрель с насадками, впрочем, как и при окраске штампованных автодисков ; поможет в таком случае и наждачная бумага с разными абразивными номерами (Р200-Р600). Для обезжиривания понадобится растворитель и специальные салфетки.
Пошаговая схема работы
Стоит отметить, что рассматриваться будет технология порошковой покраски металла в самом простом варианте. То есть работать будем исходя из того, что у нас в наличии имеется «кустарная» покрасочная камера, а также самые простые и недорогие приспособления для реализации этого дела.
В качестве наглядного примера будем рассматривать самое обычное изделие – простой кусок металла.
Начнем.
Предварительная обработка поверхности
С заготовкой нужно сделать вот что:
- Очищаем всю поверхность металла от пыли и грязи с помощью обыкновенной мокрой тряпочки.
- Далее берем наждачную бумагу или же специальные металлические щетки и зачищаем ими все участки, на которых имеются признаки коррозии.
- Теперь нужно увеличить уровень адгезии плоскости – для этого просто напросто обезжириваем ее любым доступным растворителем.
Обезжиривание металла
- После того, плоскость очищена и обезжирена, нужно ее прогрунтовать. Для этого на изделие наносится так называемый конверсионный подслой краски. Как правило, для этого применяется краска на основе неорганических веществ. (См. также статью Грунтовка под шпаклевку: особенности.) Что это дает? Благодаря такому грунтовочному слою уменьшается риск попадания влаги и воздуха под высохшую порошковую краску. Это возможно за счет того, что поверхность металла и порошкового покрытия сцепляется не напрямую, а через эту самую пленку из промежуточной краски. То есть сцепление всех слоев становится на порядок лучше, что в конечном итоге положительно влияет на срок службы итогового полимерного покрытия и соответственно всего изделия в целом.
- И последний этап подготовительных работ – это нанесение своими руками сверху грунтовки, слоя, который состоит из соединений нитрата хрома и натрия. Это процесс называется пассивирование – он нужно для того, чтобы ржавчина не появилась на изделии в то время, пока деталь готовится к покраске.
Пример пассивированной детали
В общем-то, если все зачищено, обработано растворителями и прочими составами, то можно просушить заготовку в печи и приступать к следующему этапу.
Нанесение краски и формирование покрытия
Инструкция по покраске как раз достаточно простая.
- Изделие помещается в камеру напыления.
- При необходимости заготовка фиксируется.
- Берется пулевизатор и заготовка красится.
Кстати, имейте в виду, что если вы с помощью порошковой покраски планируете добиться стойкости детали к воспламенению, то, пожалуй, не имеет смысла применять данную технологию. Гораздо проще будет приобрести огнезащитные краски по металлу Полистил, Негорин и другие аналоги – и деньги сэкономите, и нужный эффект гарантированно получите.
Пример огнезащитной краски
После нанесения краски начинается процесс формирования твердого полимерного слоя. Подробнее об этом.
Запекание краски
Под этим термином подразумевается то, что окрашенное изделие помещается в специальную камеру, где заготовка на протяжении определенного времени подвергается воздействию высокой температуры.
В нашем случае деталь кладется в духовой шкаф – его можно изготовить самостоятельно и «запитать» от электричества, мазута или от другого горючего.
Во время «запекания» детали нужно соблюдать такие условия:
Важно придерживать рекомендаций, которые содержит инструкция конкретной краски. То есть это означает, что для получения качественного слоя должна соблюдаться определенная температура, на протяжении такого-то времени и т.п
Изделие должно прогреваться равномерно! Поэтому, если у вас жар идет от стенок «духовки», лучше поместить заготовку на чем-то вроде прутьев, чтобы она оказалась на равном расстоянии от всех стенок
Когда отведенное для прогрева детали время истекло, вынимаем ее из шкафа и оставляем на открытом воздухе для того чтобы она остыла.
Шкаф для термообработки окрашенных изделий
Тут плюс в том, что не требуется никакого закаливания металла – то есть фаза частого контраста холодного и горячего отсутствует. А это означает, что и цена проекта в целом снижается, и время экономится.









На этом все – по сути. Такая вот кустарная обработка изделия порошковым методом закончена. Как видите, в домашних условиях, у себя в гараже, наладить такой процесс вполне можно – было бы желание и определенная доля старания.
Подведем итоги нашего обзора.
Собирается мини устройство орального распыления
Объем переносимого КМ зависит от диаметра трубок. Распылитель рассчитан на работу с жидкой краской. Покрытие не всегда получается качественным. Могут быть подтеки. Это мини устройство, которое быстро собирается своими руками для покрытия небольших площадей и деталей.
Конструкция собирается из деталей:
- ручка гелиевая или шариковая;
- в качестве резервуара используется банка или бутылка небольших размеров;
- пенопласт, можно заменить бруском из дерева размером 5х2х1 см;
- наждачка;
- термопистолет.
- Ручка разбирается на корпус (для прохождения потока) и стержень (для выхода КМ).
- Зауженный носик стержня расширяется до 3 мм диаметра.
- Вытаскивается из носика стержня шарик. Нужно потереть наждачкой до тех пор, пока он не деформируется и выпадет.
- Удаляется чернильная масса.
- Под углом 90 о обе трубки соединяются в одной точке. Для закрепления положения используется деталь, напоминающая спичечную коробку. По горизонту занимает положение корпус ручки, по вертикали – стержень (канал для движения КМ). Возможно установка выходных отверстий будет корректироваться. Поэтому сразу прочно закреплять трубки не нужно. Достаточно использовать скотч.
- Выполняется распыление.
Устройство работает по принципу: КМ вытягивается из емкости по трубке за счет воздуха который пролетает над ней. Небольшое количество красителя разбивается на мелкие частицы под напором воздушных масс и пролетает вперед.
В чем заключается принцип работы пульверизатора
Пульверизатор электрический в отличие от пневматического пульверизатора работает просто под давлением. Это давление создает непосредственно встроенный в инструмент насос. Различают два вида электрических краскопультов: ручной и напольный. Ручной считается одним из самых востребованных инструментов. И состоит:
- Мотор с поршневым насосом
- Рукоятка (пистолет)
- Бачка (резервуара)
- Распыляющий клапан
Применяются ручные пульверизаторы в бытовых целях, на строительных площадках и на деревообрабатывающих предприятиях. Работают с такими составами как: вода, дезинфицирующие средства, лакокрасочные материалы и прочими.

Электрический распылитель
Напольные пульверизаторы представляют собой более мощную конструкцию. Соответственно и спектр работ этим инструментом намного выше. Мотор напольного пульверизатора в разы мощнее ручного, имеется рычаг регулировки.
Применяется для объектов большого объема работ. Покраска стен дома, и других поверхностей. Стоит отметить, что работа производиться только рукояткой (пистолетом). Все комплектующие устанавливаются отдельно.
Общие сведения
Подобная технология нанесения потребует особого оборудования, а еще, намагничивание краски является не единственной технологической особенностью. После нанесения лакокрасочного состава происходит этап полимеризации, а точнее разогревания до определенной температуры.
Достоинства порошковых покрытий
На самом желе, данный раздел статьи легко мог занять несколько страниц, потому что у красок порошкового типа попросту не конкурентов и по долговечности, и по качеству
Но для того, чтобы не утомить читающего перечислением всех очевидных качеств, предлагаем остановить внимание лишь на самых основных и характерных особенностях,. которые есть только у такого материала:
которые есть только у такого материала:
- За счет высокой степень адгезии краски с окрашиваемым изделием на поверхности получается не просто тоненькая пленка, как при использовании обычных красок, а полноценное покрытие, которое связано на молекулярном уровне. Этап намагничивания, а еще и полимеризация будут попросту внедрять краску в металлическую структуру.
- Повредить механическим способом порошковое покрытие почти нереально, потом что краска становится одним целым с изделием, а при деформировании последнего она тоже начинает принимать форму и конфигурацию.
- Очень часто при окрашивании изделия со сложными формами, можно столкнуться с проблемой непрокрашивания в местах, которые очень узкие или маленькие, и краскопульт туда не достает. У порошковой краски нет таких недостатков, потому что в процессе полимеризации краска начинает самостоятельно растекаться по самому изделию, и попадает во все полуоткрытые места.
- Покрытию порошкового типа нестрашна не просто влага, а еще и круглосуточный контакт с водой. Именно за счет такого качества, этой краска часто окрашивают машины или отдельные автомобильные детали, которые нуждаются в особой защите, к примеру, расположены на самом дне.
- Учтите, что покраска порошковой краской своими руками никогда не бывает трудной, а вот потеки от обычной краски на поверхности являются еще одной трудностью, если нет соответствующего опыта работа в малярном деле. Но с порошковыми средствами проблем нет, так как при полимеризации краска начинает растекаться по поверхности и самостоятельно принимает требуемое положение.
- Устойчивые полимеры в составе красителей порошкового типа не реагируют на воздействие лучей ультрафиолета, а, следовательно, покрытие не будет выгорать на солнце, и не потеряет спустя время красоту внешнего вида.
Полезный совет! Даже если вы обладаете опытом работы с жидкими красками, перед тем, как приступить к окрашиванию порошком, лучше заранее потренироваться на чем-то, так как тут будет отличаться не просто процесс нанесения, но и появится определенная специфика, которую следует учесть при работе.
Недостатки
И все же, приступая к работе, стоит о них знать и учитывать.
- Определенная сложность покрытия краской поверхностью связана не просто с покупкой особого оборудования, а еще и наличием опыта, когда все особенности технологии будут доведены до автоматизма.
- Из-за высокого уровня плотности и адгезии лакокрасочных материалов с поверхностью, удалить старое покрытие будет достаточно сложно, даже несмотря на то, что есть особые смывки для порошковой краски, которые хоть и облегчают работы, но незначительно.
- С учетом того, что стоимость самих красителей достаточно высока, стоимость готового изделия из-за этого вырастает в несколько раз, и хотя для бизнеса это больше плюс, чем минус, но при необходимости выполнения разовой окраски рентабельность мероприятия сомнительная.
- Инструкция по нанесению предусматривает достаточно много пунктов, и каждый следует выполнять безукоризненно. В противном случае, покрытие будет некачественным и потребуется начать все заново.
- Подготовительный этап для поверхности под порошковое окрашивание должно быть выполнено с особой тщательностью, потому что если на поверхности останутся недочеты, все они станут проявляться в будущем, и нарушат адгезию покрытия с изделием.
Предложения от производителей
Выбор модели делается на основании: вида топлива, который используется при работе, предполагаемого объема окрашивания, количества деталей, которые окрашиваются в единицу времени.
На российском рынке известны производители установок для порошкового окрашивания как отечественные, так и зарубежные:
- в РФ Gema Switzerland GmbH представлена , которая производит специальное оборудование. Для запроса по оборудованию Gema: Gemaсабакаksk-systems.ru Адрес: 140005, Московская обл., г. Люберцы, ул. Кирова, д. 20А, 2 этаж;
- С 1193 года в России известен как производитель оборудования для порошкового окрашивания Центр порошковых покрытий Радар. Его центральный офис расположен по адресу: 420061, г. Казань, ул. Николая Ершова, д. 49 Б, электронная почта: radarсабакаradar-kazan.ru. Связаться в Москве можно через филиал: 111024, г. Москва, ул. Авиамоторная, д. 12, оф. 50,электроная почта: radar2004сабакаmail.ru;
- «Антанта» — производственное предприятие, которое с 2005 выпускает печи. Горячая линия 8-800-500-44-20 (звонок бесплатный по России); почта infoсабакаantanta.su.
- компания Grafix, Украина. Адрес: г. Харьков, ул. Лозовская, 5, торговый центр “Колбим”, район «Ивановка»; 0 (800) 759-889 Звонок бесплатный; почта in.uaсабакаgmail.com.

Преимущества камер порошковой покраски нашего производства
Мы производим только качественные, отвечающие всем требованиям и технологиям камеры окраски :
- Полностью герметичные камеры для покраски порошковой краской
- Камеры порошковой окраски и ее цена доступны и в мелком производстве, для работы с маленькими изделиями
- Имеют сглаженные углы
- Имеют освещение светодиодное или люминесцентное (такие лампы не нагреваются)
- В зависимости от требования заказчика камера порошковой покраски может иметь различные размеры
Чтобы камера порошковой покраски соответствовала всем требованиям Вашего бизнеса и бюджета, наши специалисты дадут Вам полную консультацию. И ответят на все интересующие Вас вопросы.
За нашими плечами большой опыт производства оборудования для порошковой покраски. Вот уже 15 лет мы поставляем изделия наивысшего качества прямо с завода. Мы всегда готовы пойти навстречу нашим покупателям и снизить цены. А так же:
- Рассчитаем размер камеры под Ваше производство
- Доставим оборудование в Ваш регион
- Проведем монтаж оборудования
- Подробно расскажем, как пользоваться камерой для порошковой покраски
При необходимости возможна замена расходных материалов. А для того, чтобы купить напрямую с завода высококачественную камеру порошковой окраски , Вам достаточно оставить заявку на нашем сайте!
Компания «Эксперт Групп» проектирует и изготавливает, как камеры для полимерной порошковой покраски и последующей полимеризации, так и комплексные автоматизированные конвейерные линии для порошковой полимерной покраски.
Разрабатываем по индивидуальным требованиям заказчика. Звоните или оставляйте запрос по электронной почте!
Первый завод по производству нетрадиционного покрасочного материала, порошковой краски, был построен на территории США в 1971 – 1974 годах.
Поэтому, способ порошковой окраски считается достаточно новым.
В последнее время все большее число производителей переходят на порошковую окраску, признавая экономичность и практичность новой технологии. Порошковая покрасочная камера позволяет проводить процесс быстро и качественно.








В порошковых покрасочных камерах вместо привычных лакокрасящих материалов используют колерованный порошок. Порошковая краска, это мелко-дисперсионный порошок с необходимыми примесями. Зернистость порошка примерно 10 – 100 мкм.
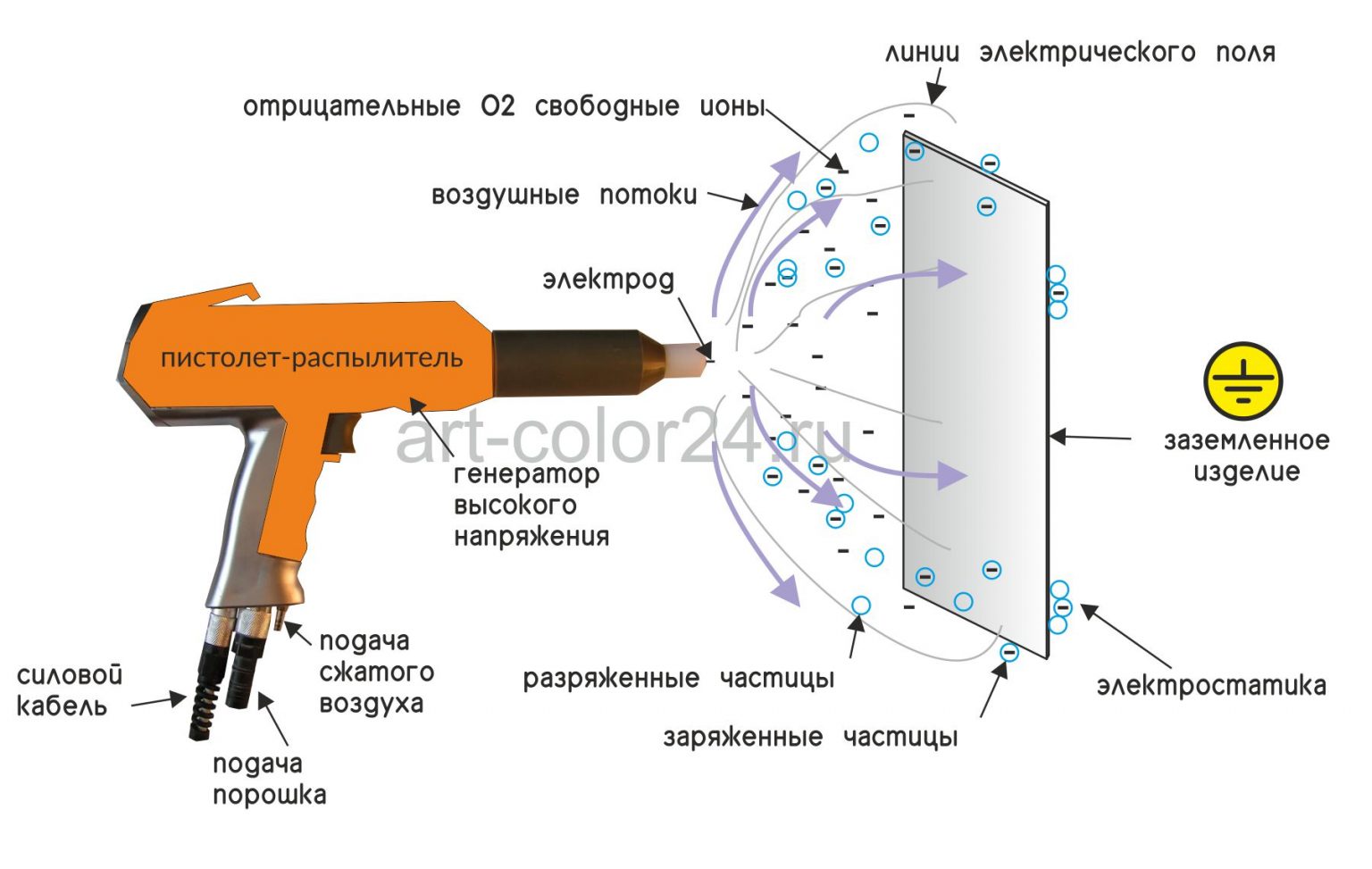
Основу оборудования, предназначенного для порошковой окраски, составляют собственно окрасочная камера и печь полимеризации. В первой камере происходит нанесение слоя порошковой краски, во второй – наплавка. На поверхность детали краска наносится электростатическим пистолетом
После нанесения порошка, слой запекают. Для этого кузов нагревается до температуры в 160 – 200 градусов. Порошок расплавляется и выдерживается в этом температурном режиме в течение 10 – 20 минут.
Порошковая покрасочная камера состоит из двух систем: фильтрации воздуха и рекуперации порошка. Перед покраской порошок подвергается намагничиванию, в результате чего приобретает определенный полюс магнитного поля. Обрабатываемая деталь – второй полюс. Порошок прилипает к металлу плотным и равномерным слоем. В результате, потери не превышают 1 – 2%, в то время как при обычной покраске они составляют 50 – 60%. Использование порошковой краски дает возможность широко регулировать толщину окрасочного слоя в пределах от 35 до 250 мкм. Во время ускоренных климатических испытаний срок службы порошковой краски определен в 20 лет. Окраска в порошковой камере не требует дополнительной сушки окрашиваемых поверхностей.
Порошковая покрасочная камера значительно снижает финансовые затраты на окрашивание изделий. Оставшийся на поверхности изделия и взвешенный в воздухе материал при помощи фильтров собирается и возвращается в производственный процесс. При помощи камеры для порошковой покраски сможете создать оптимальные условия для рабочего процесса. При этом порошок проходит дополнительную очистку, во избежание загрязнения. В заводском производстве, применяют камеры с картриджной очисткой. Порошок фильтруется из воздуха в рекуператоре. Это блок фильтров, в которых автоматически, методом импульсной продувки, осуществляется регенерация. Купить камеру для порошковой окраски, цена у нас сможет каждый желающий.





