
Достоинства и недостатки использования
Как и любое средство, порошковые краски имеют свои плюсы и минусы, можно выделить нижеописанные преимущества:
- Экологичность;
- Низкий расход;
- Способность использования труднорастворимых полимеров;
- Достаточность нанесения одного слоя;
- Равномерность распределения состава;
- Легкость обработки труднодоступных мест;
- Износоустойчивое свойство;
- Создание покрытия устойчивого к химическим веществам;
- Долговечность.
Недостатками выделяют:
- Проведение покраски требует наличия специального оборудования;
- Возможность использования лишь в промышленных целях;
- Склонность к выделению пыли;
- Взвеси порошка взрывоопасны.

Создание покрытия устойчивого к химическим веществам.
Порошковое красящее средство отличается по своим техническим характеристикам, и дает металлической поверхности надежное покрытие от различных негативных факторов окружающей среды. Отличаются своей долговечностью, но требуют проведения покраски в специальных камерах, а также необходимо наличие специального краскопульта для получения заявленных производителями свойств.
1.4. Области применения порошковых красок
Перечень изделий, которые могут быть окрашены порошковыми красками, достаточно широк. Существуют отрасли промышленности, где особенно быстро растут темпы потребления порошковых красок. Примером могут служить покрытия внутренней поверхности труб для буровых нефтяных скважин и перекачивания нефти, функционирующие в условиях, где такие факторы, как повышенное давление, высокие температуры и присутствие вызывающих коррозию сред, способны оказывать разрушающее воздействие практически на все, за редким исключением, покрытия.
В США автомобильная промышленность потребляет около 15 % всех производимых в стране порошковых красок, и применение их все расширяется благодаря высокому качеству получаемых покрытий, по экономическим причинам, а также по соображениям экологии. Порошковые краски используются некоторыми производителями автомобилей для создания промежуточных грунтовочных слоев при получении наружных покрытий, а также для окончательной отделки внутренних деталей. Возрастает применение порошковых материалов для отделки различных автомобильных деталей, где необходима надежная защита наряду с хорошим декоративным видом. Диски колес, бамперы, рамки для зеркал, масляные фильтры, блоки двигателя, корпуса электрических аккумуляторов, рессоры — это лишь некоторые из многих деталей автомобилей, окрашиваемых порошковыми красками. Порошковые лаковые композиции для использования поверх основных наружных покрытий корпусов автомобилей являются альтернативой жидким органорастворимым лакам.
Производство товаров народного потребления представляет собой не единственную область рынка, использующую термоотверждаемые порошковые краски; на нее приходится около 17 % всего их потребления. Поскольку развивается тенденция замены силикатных эмалей порошковыми красками, использование порошков на рынке товаров народного потребления будет продолжать расти. В число областей применения порошковых материалов входит также окрашивание корпусов и кожухов различных изделий, морозильных камер, сушильных барабанов, корпусов стиральных машин и т. д.
Производство садового оборудования и инвентаря также является крупным потребителем порошковых красок (около 7 % от общего их потребления). Промышленные производства потребляют около 56 % всех порошковых материалов. Под промышленными производствами подразумеваются все другие, за исключением вышеупомянутых автомобильной промышленности, производства товаров народного потребления, архитектурных сооружений и садового оборудования и инвентаря.
Большими потенциальными областями потребительского рынка могут быть производства изделий из алюминиевого проката, представляющие в настоящее время 4% всего североамериканского рынка, потребляющего порошковые краски. Последние достижения в развитии полиэфир-тригли-цидилизоциануратных (ТГИЦ) систем и материалов на основе фторсодержащих полимеров позволили порошковым краскам конкурировать с жидкими системами при окрашивании архитектурных сооружений по прочности, атмосфероустойчивости и стойкости к обесцвечиванию. Некоторые из таких покрытий в различных строительных областях успешно эксплуатируются более 15 лет.
Порошковые краски на потребительском рынке — самый быстро растущий сегмент в структуре всех лакокрасочных материалов. Из примерно 5000 видов порошковых красок на североамериканском рынке используется около 1000 (табл. 1.1).
Таблица 1.1
Металлические субстраты | |
|---|---|
Тяжелое, транспортное и сельскохозяйственное машиностроение | Станки, трубы (газовые, нефтяные, систем мелиорации и водоснабжения), детали автомобилей и мотоциклов, велосипеды |
Приборостроение, электротехническая, радио- и электронная промышленность | Трансформаторы, конденсаторы, приборы, инструменты |
Производство товаров народного потребления, бытовой техники | Холодильники, водонагреватели, кондиционеры, отопительные радиаторы, пылесосы, металлическая мебель, детали швейных машин, корпуса газовых и электроплит, стиральных машин |
Строительство | Арматура, оборудование спортплощадок, светотехническое оборудование, металлические оконные рамы и шифер |
Неметаллические субстраты | |
Строительство | Облицовочные фасадные плитки, асбоцементные, керамические; черепица |
Производство товаров народного потребления | Декоративные керамические изделия, изделия из пластмассы, древесины |
Процесс покраски
Мастер убережет от неудачного результата и растраты красящего вещества. Значительную роль здесь играют навыки и опыт. Наемный работник знает нюансы покраски металлов и избежит ошибок. Процесс полимерного окрашивания металла включает в себя два основных этапа: покраску и полимеризацию.
Обратите внимание на: Чем красить оцинкованный металл: обзор красок и их характеристики
Этап покраски
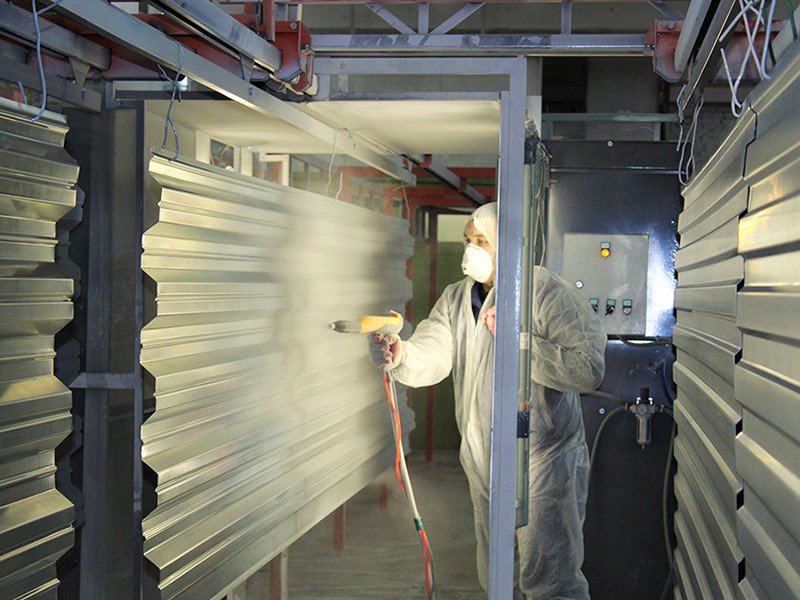
Поверхность подвешивают на специальные крюки, к которым подключают цепь постоянного тока «Масса». Минусовый кабель соединяет вывод электрического элемента и поверхность (в большинстве случаев – корпус окрашиваемого изделия). Положительный кабель проводят к источнику питания. Использование провода объясняется тем, что он позволяет «уменьшить» массу вещи. В случае с большими изделиями, как вышка, о подвешивании речь не идет. Но и тут существуют рекомендации: природные факторы влияют на покрытие конструкций на открытом воздухе. Не нужно красить поверхности в жаркую солнечную погоду. Покрытие частично отслоится. Из-за эффекта «лоскутов» придется начинать работу снова. При этом предстоит трудоемкий процесс удаления слоя. Во время возможного выпадения росы сцепление между краской и металлом нарушится. Только после соблюдения этих процедур начинается полимерная покраска металла. Спешка недопустима, иначе пленка распределится неравномерно. Средство должно быть нанесено за раз в один слой. Дожидаться высыхания смеси не нужно, можно сразу переходить к полимеризации.

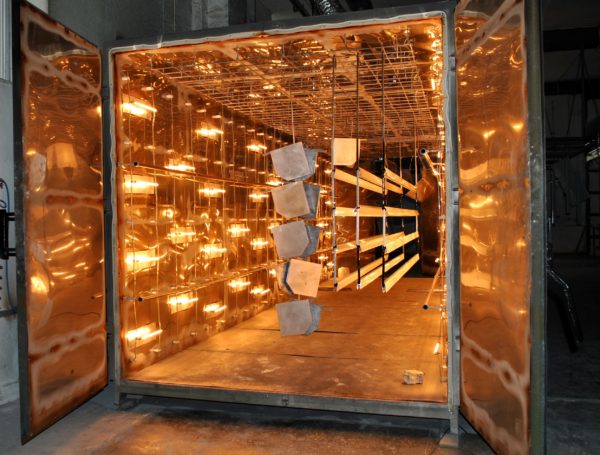
Покраска металла
Этап полимеризации
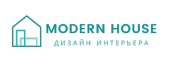
Полимеризация – поступательное нагревание металлоизделия (до 200 градусов) в течение часа в специальной печи
На этом этапе важно регулировать температуру и время в зависимости от прогреваемой поверхности, поскольку происходит спекание покрытия
Обращать внимание следует как на конечную температуру в камере, так и на скорость ее возрастания. Тогда краска по металлу удастся, вещество равномерно заполнит всю его поверхность, включая труднодоступные места
Бокс для полимеризации
Первая полимеризация
Первый слой называется грунтом. Изделие отправляется на прогревание, как только его наносят. После первой полимеризации печь должна сама остыть до 100 градусов, на это может понадобиться несколько часов. Нельзя заглядывать в камеру, пытаться воздействовать на температуру внутри нее: отделка может потрескаться.
Обратите внимание на: Акриловые краски для окрашивания металла
Вторая полимеризация
Второй слой называется краской. Он наносится после остывания металлоизделия, затем поверхность снова подвергается полимеризации. Процедура ничем не отличается от первого нагревания. Точно так же изделие нельзя проверять в печи или пытаться остудить. Существует и третий слой – лаковое покрытие. Оно является декоративным элементом и используется не всегда, в основном – для автомобилей. При его использовании точно также необходимо подвергнуть изделие процессу полимеризации и дать самостоятельно остыть.
Технические характеристики
Бытует мнение, что материал выпускается исключительно для покрытия металла. Но современные порошковые полиэфирные краски наносятся также на дерево, пластмасс и другие поверхности.
Плюсы используемого материала:
- материал относится к экономичным, поскольку при его нанесении нет потерь;
- состав представлен в ассортименте цветов;
- хорошая цепкость с любой основой;
- переносимость воздействия химии на высоком уровне;
- плотное покрытие получается после одного нанесенного слоя благодаря хорошей укрывистости;
- нет потеков, неровностей при покрытии даже вертикальной плоскости;
- высокая скорость высыхания покрытия;
- антикоррозийные качества высокие;
- устойчивость к колебаниям температур, к природным неблагоприятным явлениям (к снегу, граду, к шквалистому дождю);
- покрытие не теряет яркость цвета под воздействием прямых солнечных лучей.

Порошковая полиэфирная краска образует покрытие стойкое к коррозии, к электрическому и тепловому воздействию. Толщина покрывающего слоя: 60-200 мкм.
Окрашивание порошковым составом проходит в короткие сроки, поскольку скорость полимеризации высокая. Повторное использование частиц материала при их возвращении (рекуперация) позволяет использовать порошок до 98 %, практически без потерь.
Условия хранения КМ соблюдать не сложно: температура от +25оС до +50оС, перегрев не допускается даже один раз. Срок хранения: не меньше полгода.
К минусам КМ относят:
- наличие токсичных элементов в составе;
- материал самостоятельно дома не наносится. Для этого необходимо специальное оборудование;
- использовать материал экономически выгодно, если речь идет об применении на массовом и серийном производстве.
Порошковые красители на воде
Существует еще одна технология работы с порошковыми красками Это использование специального порошка, из которого делается водная суспензия с помощью миксера. Краска наносится на нужную поверхность, предварительно подготовленную стандартными методами.










Что бы окрасить изделие в несколько слоев, после полимеризации очередной слой пленки надо обработать увлажненной наждачной бумагой и наносить краску снова.

Как выбрать фасадную краску для наружных работ — обзор популярных производителей и рейтинг лучших красок для наружного применения
Какая масляная краска лучше — обзор лучших брендов и критерии подбора красок
Лучшая интерьерная краска для стен — рейтинг 2021 года и инструкция по применению интерьерной краски
Можно получить интересные декоративные эффекты, работая с красками разных цветов.

В производственных условиях, покраска сухими красящими составами имеет большие преимущества перед традиционными способами, но в домашних условиях процесс не простой из-за подготовительных этапов и достаточно дорогого оборудования.

Подготовка металлоконструкций к окрашиванию
Перед тем как приступать к окрашиванию металлической поверхности, выполняют последовательные действия:
- Металл очищают от окислов, окалин струйно-абразивным, гидравлическим методом или стальными щетками. Удаляют жировые и масляные загрязнения, используя органические растворители и щелочные растворы. При внешнем осмотре на поверхности не должны оставаться следы ржавчины, сварочные брызги, остатки флюса, заусеницы, маркировочные надписи и другие продукты коррозии.
- Обезжиривают поверхность водными моющими средствами. Эффективной растворяющей способностью обладает уайт-спирит с оптимальным содержанием масла не более 5г/л. Такие высокотоксичные жидкости, как толуол, бензин, сольвент, дихлорэтан, четыреххлористый углерод не подходят для обработки.
- Проводят обеспыливание, обдувая изделие сжатым воздухом или протирая его мягкой широкой кистью.
- Восстанавливают слои грунтовки, нанесенные ранее изготовителем, которые повредились при транспортировке или в результате механического воздействия.
Если есть необходимость в дополнительном очищении от рыхлой ржавчины и лишних наслоений, применяют модификаторы ржавчины, к примеру, ортофосфорную кислоту, протравленную цинковым порошком.
Модификаторы наносятся методом двойной растушевки в виде вертикальных и горизонтальных мазков или краскоопылением. Обработанную таким образом поверхность оставляют для полного высыхания на 10 часов при температуре воздуха от 15 до 20С и влажности не выше 80%. Затем приступают к грунтованию металла, не смывая остатки кислотного реагента.
Обратите внимание
Подготовленный к окраске лист металла или изделие должно быть сухим, без масляного налета или очагов вторичной коррозии, которая способна образоваться в процессе технологической очистки.
Важно учитывать тот факт, что очищенная и обезжиренная сталь на открытом воздухе начинает в скором времени реагировать с кислородом и покрывается слоем гидроксида. Для заводских условий обычные пескоструйные аппараты для очистки малоэффективны. Здесь целесообразнее использовать дробеметную или дробеструйную обработку, при которой металл подвергается особому воздействию
Здесь целесообразнее использовать дробеметную или дробеструйную обработку, при которой металл подвергается особому воздействию
Для заводских условий обычные пескоструйные аппараты для очистки малоэффективны. Здесь целесообразнее использовать дробеметную или дробеструйную обработку, при которой металл подвергается особому воздействию.

Технологии отличаются между собой способом подачи дроби на поверхность обрабатываемой конструкции. Для дробеструйной обработки характерен мощный пневматический выброс абразивных частиц из турбины потоками сжатого воздуха при высоком давлении. В дробеметной установке находятся специальные метатели дроби, которые очищают металл со всех сторон.
К преимуществам использования дробеметного оборудования относят:
- низкое потребление электроэнергии;
- экологичность;
- процесс полностью автоматизированный, происходит без участия людей;
- высокое качество изделий на выходе;
- обслуживание и управление установкой не вызывает сложностей.
Применение дробеметного оборудования помогает избавиться от мелких дефектов и загрязнений и придать поверхности требуемую степень шероховатости. В процессе такой обработки у металла повышается адгезия, и улучшается качество нанесения ЛК покрытия. Однако описываемая технология не предусматривает очищение блоков и внутренней полости деталей.
Обратите внимание
Дробеметы стоят на порядок дороже дробеструйных устройств.
Дробеструйная обработка подразумевает подготовку металлической поверхности перед нанесением декоративных красок и лаков, чтобы придать ей прочность, удалить окалины, окислы и коррозийные пятна.
Данная технология имеет свои преимущества:
- позволяет очистить крупногабаритные металлоконструкции и труднодоступные участки;
- затраты на приобретение дробеструйного оборудования меньше;
- абразивный материал можно использовать многократно, поэтому технология считается практичнее и экономичнее.
Несмотря на положительные стороны дробеструйные камеры уступают по производительности дробеметным, поскольку очистительные операции в них только частично автоматизированы и требуют вмешательства оператора.
Основные преимущества и недостатки порошковой покраски
Порошковая покраска хорошо защищает поверхность. Краска ложится плотным слоем, толщиной 35–250 мкм, количество пор меньше. Один слой заменяет 2–3 слоя обычной краски. Ровная прочная плёнка покрытия не царапается, не повреждается при транспортировке.
 Особенности порошковой покраски
Особенности порошковой покраски
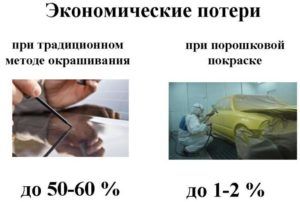
Технология производства работ позволяет собирать распылённую в воздухе краску для повторного использования. Потери красящего состава сведены к минимуму, составляют 1–4% общей массы. Процесс покраски металла несложный, нетрудоемкий, не требует большого количества работников. Эти факторы удешевляют стоимость нанесения на квадратный метр конструкции.
Коррозия металла, окрашенного таким способом, исключена. Металлические изделия не выцветают под солнечным светом, цвет, качество покрытия не меняется в любых погодных условиях. Разнообразная палитра имеет множество оттенков, воспроизводит сложные фактуры бронзы, гранита, серебра. Блеск варьируется от матового до глянца.
Порошковая краска поставляется производителем уже готовой к работе, растворитель не применяется. Детали под порошковую окраску не грунтуют.
К недостаткам порошковой покраски относятся:
 Состав краски не колеруется и выбор идёт из готовой палитры оттенков
Состав краски не колеруется и выбор идёт из готовой палитры оттенков
- состав не колеруется, выбор идёт из готовой палитры оттенков;
- невозможность нанесения вручную, только в цеховых условиях на специальном оборудовании;
- при дефекте в покраске металла исправить отдельный участок невозможно, деталь перекрашивается целиком;
- материал металлической детали должен выдерживать 200–250 градусов, что не всегда возможно;
- габариты деталей зависят от габаритов камеры полимеризации.
Популярная продукция
На сегодняшний день предлагается большой выбор порошковых красителей. Но наиболее популярными являются продукты таких марок:
Stardust. Порошковые краски от этого производителя имеют множество плюсов, которые исходят не только из их физико-химических характеристик, но и из новейших методов применения. Краски Стардаст отличаются высоким качеством, могут применяться для любых типов поверхностей.

Inver. Порошковые краски данной марки предназначены для окраски и защиты металла. Наносятся путем электростатического распыления с помощью специальных установок. Такие материалы имеют высокую адгезию к поверхности и прекрасно защищают металл от коррозии.

Limerton. Порошковые краски этого производителя отличаются экономичным расходом и простотой использования. Применяются для покраски металла, стекла и других материалов. Получаемое покрытие отличается экологичностью и долговечностью.
Element. Компания предлагает разные виды порошковых красителей, это и полиэфирные, и эпоксидные, и полиуретановые, и даже краски с эффектами. Красить можно металлическую мебель, фасадные панели, сельскохозяйственную технику, автомобильные комплектующие и многое другое. Получаемое покрытие имеет антикоррозионные и ударопрочные свойства.

Из перечисленных выше вариантов большей популярностью пользуется продукция Стардаст. Но есть не менее качественные краски таких марок, как Текнос и Приматек. У большинства производителей в каталог продукции входит и порошковая краска антик, которая придает поверхностям вид античных медных изделий.
Порошковые краски известны покупателям ещё с прошлого века. Но именно сейчас они стали пользоваться повышенной популярностью, поскольку технология была доведена до совершенства.


![Покраска металлических изделий ???? [основные методы]](https://estatemebel.ru/wp-content/uploads/7/0/a/70aff1985c13cf1d1ffacbd34c05724f.jpeg)





Нанесение порошкового покрытия
 После предварительной обработки порошковая технология предусматривает нанесение собственно порошка. Перед нанесением слоя порошка деталь нужно промыть и высушить. Сушат детали в печах.
После предварительной обработки порошковая технология предусматривает нанесение собственно порошка. Перед нанесением слоя порошка деталь нужно промыть и высушить. Сушат детали в печах.
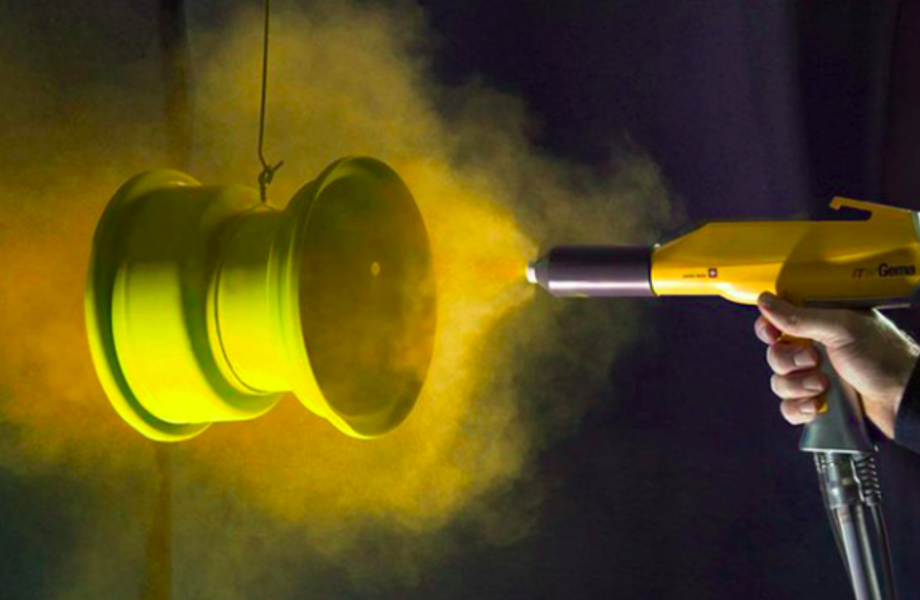
После охлаждения деталей можно приступать к нанесению порошка. Это выполняется его напылением. Процесс производится в специальной камере напыления. При этом частица порошка не проникают из камеры в помещение. Нанесение слоя порошка происходит с применением специального оборудования всего за секунды.
Особенно часто применяется электростатическое распыление. Заряженный порошок наносится на заземленную деталь. При этом напряжение между деталью и распылителем можно менять, регулировать ток, что означает выбор интенсивности струи. Можно выбрать оптимальное расстояние до детали.
Оно может выполняться в поле коронарного разряда или представлять собой турбостатическое распыление.
- Электростатический способ предполагает наличие внешнего источника заряда.
- Турбостатическое напыление происходит, при возникновении заряда частиц полимерного покрытия при их трении о стенки турбины при нанесении на окрашиваемую поверхность.
Выполнение полимеризации по порошковой технологии покрытия представляет собой, перевод слоя полимера на детали, в вязкое состояние путем оплавления, образование пленки, ее отверждения. Все это реализуется в печи. Камеры поляризации весьма разнообразны. Их конструктивное исполнение определяется конкретными нуждами производства.
Печь полимеризации управляется автоматикой. Блок управления печью обеспечивает контроль режима, определяет длительность процессов и его автоматическое прерывание. Печь может работать на любом топливе, в том числе, мазуте.
В камерах напыления порошок полимера равномерно покрывает деталь. Но неверное обращение приводит к накапливанию статического электричества, это весьма опасно со всех точек зрения.
Для полимеризации порошка требует до получаса времени. Процесс протекает при температурах порядка 200 градусов
Особенно важно поддерживать этот температурный режим от начала и до конца. Разброс температур внутри камеры не должен превышать пяти градусов
Процесс полимеризации происходит при расплавлении частиц порошка. Они становятся достаточно текучими, чтобы образовать на поверхности изделия сплошную пленку. Воздух, расположенный между частицами порошка под воздействием сил поверхностного натяжения просто вытесняется. Если этого не происходит по какой-то причине, качество покрытия становится заметно хуже. Эти поры существенно ухудшают состояние покрытия. Чтобы их не возникало, температура в печи должна ощутимо превышать температуру, при которой полимер становиться вязким. Кроме того, лучше получать тонкие покрытия.
Если окрашиваются массивные изделия, то температура на их поверхности поднимается очень медленно. Это означает, что полимер иногда не сможет отвердеть. Это приводит к низкому сцеплению полимерного покрытия с основой, потере его прочности и снижению защитных качеств.
Эта проблема разрешима. Достаточно нагреть деталь предварительно, а время отверждения сделать больше. Если отверждение полимера проводится при пониженной температуре, то возможность возникновения дефектных зон уменьшается, покрытие получается лучшего качества. В любом случае, приходится учитывать теплопроводность материала изделия и его габариты.
В процессе, охлаждение может происходить на конвейере или в специальных камерах, представляющих собой отдельный отсек печи отверждения.
Жидкий метод окрашивания металла
Технология может осуществляться как вручную, так и автоматизировано на поточных линиях. Технически уступает порошковому окрашиванию, но тоже имеет свои преимущества. Процесс сводится к следующим действиям:
- механическая очистка;
- обезжиривание, пассивация и грунтование;
- сушка грунтовочного слоя и покраска;
- сушка окрашенного слоя.
В зависимости от состава краски, процесс сушки занимает больше времени, чем при использовании порошка. Подбирают качественные краски, которые не только защищают от коррозии, но и выдерживают перепад температур и уровня влажности.

Важно!
В некоторых случаях выбирают состав с повышенной устойчивостью к износу, воздействию химических реагентов.
Краска плотно покрывает изделие, но остается риск возникновения на поверхности разводов, потеков, застывших капель. Расход материала гораздо выше, чем при окрашивании порошком, потери при обильном нанесении высокие. Нередко краска не маскирует дефекты поверхности, требует закрепляющего слоя. При обильном нанесении может трескаться, скалываться. Но жидкие материалы легко смешиваются, в отличие от порошков.
Общие сведения
Итак, смысл данной технологии заключается в том, что на окрашиваемую поверхность напыляют полимерный порошковый краситель. Именно поэтому данный метод и получил такое название. После нанесения красителя, поверхность подвергается термической обработке, в результате чего порошок оплавляется и образует сплошную равномерную пленку.
Полученное данным способом покрытие обладает следующими свойствами:
- Защитой от коррозии;
- Хорошей адгезией к основанию;
- Устойчивостью к перепадам температур;
- Устойчивостью к механическим повреждениям, в том числе и ударопрочностью;
- Влагостойкостью;
- Устойчивостью к химическим воздействиям;
- Отличными декоративными свойствами;
- Долговечностью.

Порошковые краски
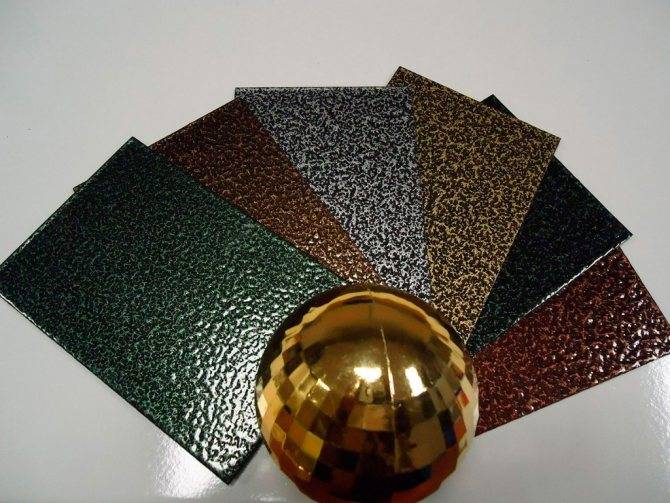
Отдельно следует сказать о декоративных свойствах такого покрытия, которое отличается разнообразностью цветов и фактур, что достигается путем использования различных добавок.
В частности порошковая окраска металла позволяет получить следующие типы поверхности:
- Матовую;
- Глянцевую;
- Плоскую или объемную;
- Имитирующую золото;
- Имитирующую фактуру древесины;
- Под мрамор;
- Под серебро и пр.

Варианты образованных порошковой краской поверхностей
Достоинства технологии порошковой покраски
Помимо возможности получения покрытия с высокими эксплуатационными качествами, данная технология обладает и рядом других преимуществ, таких как:
- Возможность нанесения красящего состава одним слоем, что недопустимо при покраске жидкими лакокрасочными материалами.
- Отсутствие необходимости использовать растворитель и контролировать вязкость материала.
- Высокая экономичность красителя, так как порошок, который не осел на окрашиваемую поверхность, можно использовать повторно. Для этого напыление выполняют в специальной камере, которая позволяет собрать весь неизрасходованный порошок. В итоге, стоимость порошковой покраски металла ниже, чем нанесение ЛКП другими способами.
- Процесс покраски занимает немного времени, причем, после нанесения краски, не надо ждать, пока она высохнет.
- Экологическая безопасность, так как краситель не содержит токсичных органических соединений. В результате отсутствует необходимость использования мощных вентиляционных систем.
- Технология нанесения красителя высоко автоматизированная, что упрощает процесс обучения работы с оборудованием.

Оборудование для порошковой покраски
Недостатки
Как и любая другая технология, окраска металла порошковой краской имеет некоторые недостатки:
- Невозможно устранить локальные дефекты покрытия – в случае их возникновения, необходимо полностью перекрашивать поверхность.
- Невозможность выполнения покраски своими руками, так как для этого требуется специальное оборудование и цеховые условия.
- Габариты окрашиваемых поверхностей ограничены.
- Невозможность колеровки краски – разрешается использовать только порошковые краски по металлу от производителей.
- Невозможно окрашивать детали, которые в дальнейшем будут подвергаться сварке, так как обгоревшие участки покрытия невозможно реставрировать.

Подготовка поверхности к покраске
Технология порошковой покраски
Подготовка основания
Предварительная обработка является наиболее продолжительным и трудоемким этапом покраски
Однако, ей необходимо уделять особое внимание, так как от подготовки зависит эластичность, стойкость и качество покрытия
Подготовка детали к покраске заключается в удалении каких-либо загрязнений, обезжиривании поверхности, а также фосфатировании для улучшения адгезии и защиты металла от коррозии. Очистка обрабатываемой поверхности выполняется механическим или химическим способом.
Для удаления окислов, ржавчины и окалины, эффективным методом очистки является дробеструйная очистка. Реализуется они при помощи песка, стальных или чугунных гранул.

Обработка поверхности пескоструйным материалом
Под воздействием сжатого воздуха или центробежной силы эти частицы с большой скоростью подаются на обрабатываемую поверхность и оббивают ее.В результате окалина, ржавчина и другие виды загрязнения откалываются от металла, что значительно улучшает адгезию.
Химический способ очистки называется травлением.
В этом случае удаление ржавчины, окислов и других загрязнений, выполняется при помощи составов на основе следующих видов кислот:
- Соляной;
- Азотной;
- Серной;
- Фосфорной.
Преимущество травления перед абразивной очисткой заключается в большей производительности и простоте применения. Однако, после данной процедуры необходимо хорошо промывать поверхность. Соответственно, возникают затраты на использование дополнительных чистящих средств.
После того, как металл будет очищен, как уже было сказано выше, выполнятся фосфатирование, что позволяет улучшить сцепляемость основания с краской в несколько раз. Для этого поверхность обрабатывается специальными составами, которые образуют инертную фосфатную пленку. По сути, данная процедура является грунтованием. (См. также статью Грунтовка под краску: особенности.)

На фото – покраска небольшой детали
Нанесение краски
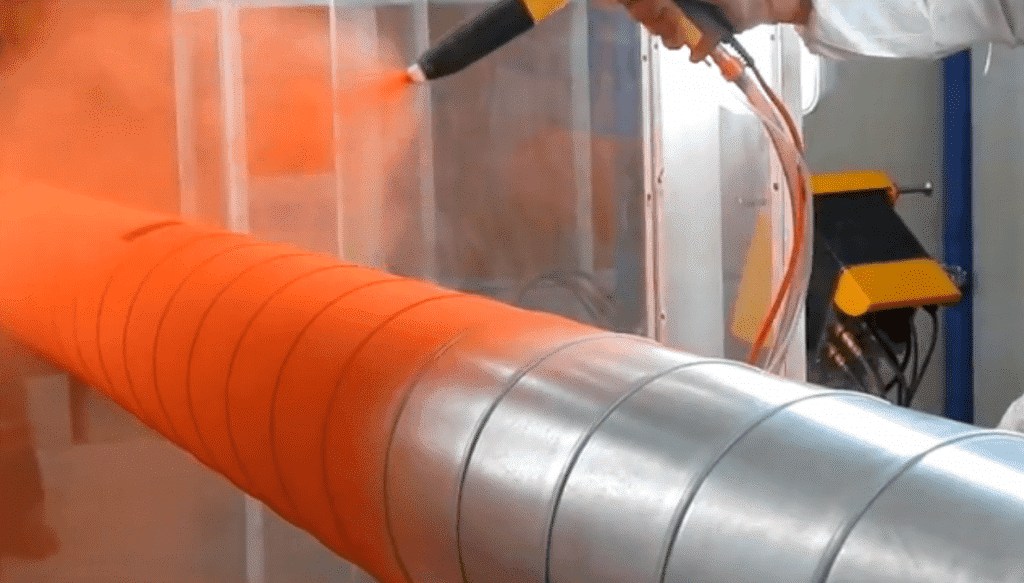
После завершения предварительной обработки металла, деталь помещается в специальную камеру, где выполняется напыление красящего порошка. Как уже было сказано выше, камера нужна для улавливания неиспользованного материала. Кроме того, она не допускает попадания частиц краски в помещение.









Подобные камеры оборудованы средствами очистки, такими как бункеры и вибросито, а также системами отсоса.
Надо сказать, что камеры бывают двух типов:
- Проходные – для покраски крупногабаритных изделий;
- Тупиковые – для покраски небольших предметов.
Кроме того, существуют автоматические модели, в которых покрытие наносится автоматическими пистолетами-манипуляторами. Конечно, цена такого оборудования наиболее высокая, однако, производительность его тоже значительно выше – порошковое покрытие в этом случае наносится буквально за считанные секунды.

Печь для полимеризации краски
Как правило, нанесение краски выполняется электростатическим способом, т.е. распыляется электростатически заряженный порошок, который обволакивает заземленную деталь и прилипает к ней. Само распыление происходит при помощи пневматического распылителя, который называют пульверизатором для покраски или просто пистолетом.
После напыления порошка, изделие перемещают в камеру-печь, где оно подвергается термической обработке. Под воздействием высокой температуры порошок переходит в вязко-текучее состояние, после чего оплавленные частицы образуют монолитный слой.
Пошаговая схема работы
Стоит отметить, что рассматриваться будет технология порошковой покраски металла в самом простом варианте. То есть работать будем исходя из того, что у нас в наличии имеется «кустарная» покрасочная камера, а также самые простые и недорогие приспособления для реализации этого дела.
В качестве наглядного примера будем рассматривать самое обычное изделие – простой кусок металла.
Начнем.
Предварительная обработка поверхности
С заготовкой нужно сделать вот что:
- Очищаем всю поверхность металла от пыли и грязи с помощью обыкновенной мокрой тряпочки.
- Далее берем наждачную бумагу или же специальные металлические щетки и зачищаем ими все участки, на которых имеются признаки коррозии.
- Теперь нужно увеличить уровень адгезии плоскости – для этого просто напросто обезжириваем ее любым доступным растворителем.
Обезжиривание металла
- После того, плоскость очищена и обезжирена, нужно ее прогрунтовать. Для этого на изделие наносится так называемый конверсионный подслой краски. Как правило, для этого применяется краска на основе неорганических веществ. (См. также статью Грунтовка под шпаклевку: особенности.) Что это дает? Благодаря такому грунтовочному слою уменьшается риск попадания влаги и воздуха под высохшую порошковую краску. Это возможно за счет того, что поверхность металла и порошкового покрытия сцепляется не напрямую, а через эту самую пленку из промежуточной краски. То есть сцепление всех слоев становится на порядок лучше, что в конечном итоге положительно влияет на срок службы итогового полимерного покрытия и соответственно всего изделия в целом.
- И последний этап подготовительных работ – это нанесение своими руками сверху грунтовки, слоя, который состоит из соединений нитрата хрома и натрия. Это процесс называется пассивирование – он нужно для того, чтобы ржавчина не появилась на изделии в то время, пока деталь готовится к покраске.
Пример пассивированной детали
В общем-то, если все зачищено, обработано растворителями и прочими составами, то можно просушить заготовку в печи и приступать к следующему этапу.
Нанесение краски и формирование покрытия
Инструкция по покраске как раз достаточно простая.
- Изделие помещается в камеру напыления.
- При необходимости заготовка фиксируется.
- Берется пулевизатор и заготовка красится.
Кстати, имейте в виду, что если вы с помощью порошковой покраски планируете добиться стойкости детали к воспламенению, то, пожалуй, не имеет смысла применять данную технологию. Гораздо проще будет приобрести огнезащитные краски по металлу Полистил, Негорин и другие аналоги – и деньги сэкономите, и нужный эффект гарантированно получите.
Пример огнезащитной краски
После нанесения краски начинается процесс формирования твердого полимерного слоя. Подробнее об этом.
Запекание краски
Под этим термином подразумевается то, что окрашенное изделие помещается в специальную камеру, где заготовка на протяжении определенного времени подвергается воздействию высокой температуры.
В нашем случае деталь кладется в духовой шкаф – его можно изготовить самостоятельно и «запитать» от электричества, мазута или от другого горючего.
Во время «запекания» детали нужно соблюдать такие условия:
Важно придерживать рекомендаций, которые содержит инструкция конкретной краски. То есть это означает, что для получения качественного слоя должна соблюдаться определенная температура, на протяжении такого-то времени и т.п. Изделие должно прогреваться равномерно! Поэтому, если у вас жар идет от стенок «духовки», лучше поместить заготовку на чем-то вроде прутьев, чтобы она оказалась на равном расстоянии от всех стенок
Изделие должно прогреваться равномерно! Поэтому, если у вас жар идет от стенок «духовки», лучше поместить заготовку на чем-то вроде прутьев, чтобы она оказалась на равном расстоянии от всех стенок
Когда отведенное для прогрева детали время истекло, вынимаем ее из шкафа и оставляем на открытом воздухе для того чтобы она остыла.
Шкаф для термообработки окрашенных изделий
Тут плюс в том, что не требуется никакого закаливания металла – то есть фаза частого контраста холодного и горячего отсутствует. А это означает, что и цена проекта в целом снижается, и время экономится.
На этом все – по сути. Такая вот кустарная обработка изделия порошковым методом закончена. Как видите, в домашних условиях, у себя в гараже, наладить такой процесс вполне можно – было бы желание и определенная доля старания.
Подведем итоги нашего обзора.





