
Как делают фанеру
Технология производства включает множество процессов, поэтому в домашних условиях качественного результата добиться не получится. Но своими руками можно осуществить фанерование предметов интерьера или поделок.
Оборудование
Чтобы изготавливать листовые изделия, производство должно иметь соответствующее техническое оснащение с конвейерными линиями. Отбор и обработка шпона проводятся вручную.
Необходимое оборудование:
- Калибровочный и окорочный станок. Используются для очистки бревен. В линию дополнительно включается обрезочное устройство. Технология допускает применение различных модификаций с ваннами для мытья и размягчения.
- Специальная установка для лущения. Наиболее популярны автоматические станки, оснащаемые двойными телескопическими шпинделями, между которыми закрепляется заготовка. Процесс контролируется до получения нужного результата. Настройка оборудования позволяет получать шпон разной толщины.
- Гильотина или специальные ножи. Отвечают за обрезку получаемой ленты до нужной длины. Современные агрегаты выполняют работы самостоятельно, укладывая лущеный материал в стопы.
- Сушилка. Обеспечивает нужный уровень влажности без нарушения структуры. Чаще всего применяется устройство тоннельного типа.

На начальном этапе качество получаемого шпона зависит от станка, отвечающего за лущение древесины, и линии по сушке
- Комплексная установка для приготовления и нанесения клея. Модификация зависит от вида состава.
- Станки для последовательного склеивания слоев. В технологический участок включено оборудование для первоначального форматирования.
- Холодный и горячий пресс.
- Станки для обработки по длине и ширине.
- Шлифовальные и обрабатывающие устройства. Позволяют получить определенную разновидность плит (например, перфорированные изделия).

Установка по нанесению клея и пресс отвечают за монолитность изделия, а от качества подрезки и шлифовки напрямую зависит товарный вид фанерыТолько качественное и правильно настроенное оборудование обеспечивает производство фанеры, которая будет отвечать всем нормам ГОСТа и потребностям покупателя.
Процесс изготовления
Алгоритм действий:
- Сырье подается на линию калибровки и очистки, где с бревен удаляются сучки и отделяется кора. Материал нарезается на фрагменты нужного размера.
- Получившиеся чурки перемещаются в ванну с горячей водой. В жидкость могут добавляться дополнительные компоненты, отвечающие за сохранение или улучшение определенных свойств. Этот этап необходим, чтобы вся древесина пробрела одинаковую влажность. Также процесс значительно облегчает дальнейшую обработку.
- Бревна помещаются на лущильный станок и фиксируются между двумя валами, которые задают темп вращения. Находящиеся с краю лезвия осуществляют снятие шпона. Можно использовать и другие методы, но лущение является наиболее эффективным.
- Листовой или ленточный шпон помещается на раскроенный станок, где происходит формирование размера. Для этих целей можно применять гильотину или специально настроенные ножи, в зависимости от подачи сырья.
- Наступает этап сушки: передвигаясь по роликовой системе, материал последовательно обрабатывается горячим воздухом. Итогом должна стать продукция с остаточной влажностью 4–6%.
- Шпон подается на проверочный участок, где происходит устранение недостатков и сортировка. Хотя линия производства максимально автоматизирована, часть работы необходимо делать вручную. Сырье распределяется по размеру, осуществляется предварительная очистка и группировка в стопки.
- На материал для сердцевины наносится склеивающая смесь, сверху выполняется облицовка перпендикулярными пластами. Если требуется усилить структуру плиты, то добавляются дополнительные слои.
- Сформированные листы помещаются на участок прессования. В зависимости от используемого клея, применяется холодный или горячий способ. Первый вариант подразумевает сжатие слоев в течение 6 часов при постоянной температуре, второй – применение высокого давления и горячего пресса.
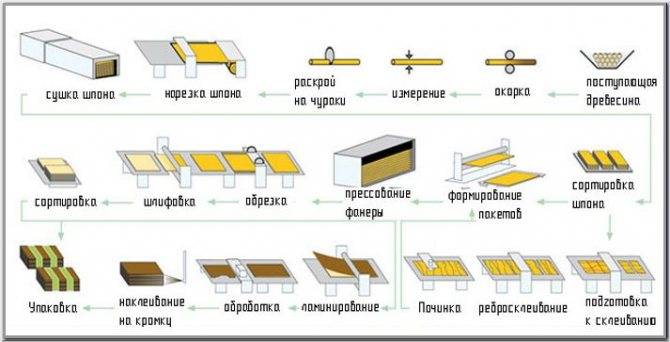
Практически на всех заводах схема линии по производству фанерного листа одна и та же, а качество конечной продукции зависит от технологического уровня оборудования, из которого состоит конвейер После этого осуществляется конечная обработка, которая позволяет получать материал с необходимой степенью отделки: шлифовка, ламинирование, покрытие различными декоративными составами.
Технологический процесс изготовления
Технология производства фанеры состоит из многих последовательных шагов, которые, можно осилить усилиями сравнительно небольшого предприятия. Рассмотрим детальнее, как округлые и относительно тонкие бревна превращаются в плоские листы довольно крупного размера.
Материалы
Фанерное сырье имеет далеко не последнее значение в вопросе о том, насколько качественным получится лист. Каждый используемый сорт древесины имеет собственные эксплуатационные характеристики, поэтому из разного дерева изготавливают различный материал.
Береза
Пожалуй, оптимальное решение для производства фанерных листов – не зря многих производителей хвалят именно за березовую продукцию. Такая древесина очень плотная и прочная, у нее даже тонкий шпон не ломается и не трескается.
Ольха
Если материал планируется к использованию на улице, и он неизбежно будет подвергаться регулярному воздействию большого количества влаги и перепадам температур, то шпон из ольхи, отлично противостоящий усыханию, будет как нельзя кстати. Такое сырье не деформируется, невзирая ни на какие погодные условия. При этом древесина ольхи стоит довольно дорого, потому фанеру из нее в чистом виде практически не встретишь.
Липа
Такая древесина хороша тем, что встречается довольно часто даже в тех регионах, где нет густых лесов, при этом липовый шпон по своим свойствам похож на разновидности, которые описаны выше.
Хвойные породы
Среди представителей хвойных наиболее подходящими для производства фанерных листов считаются самые распространенные сосна и ель, хотя иногда используются также пихта, кедр и лиственница. Если говорить о качестве древесины, то хвойные сорта обычно критикуются: у бревен годичные кольца отличаются неоднородностью, поэтому шпон часто трескается и лущится неровно, чем особенно «грешит» сосна. Такая структура фанеры предсказуемо делает ее менее прочной, однако продукт все равно привлекателен в тех случаях, когда на конструкции не предвидится большой нагрузки. Эта фанера весит намного меньше, и ее проще транспортировать.
У каждого сорта древесины есть как преимущества, так и недостатки. Чтобы решить проблему, многие современные производители делают один лист из нескольких пород древесины, перемежая слои шпона.
Склеивание
Предприятие полного цикла редко закупает шпон с целью только склеивать его – переработка начинается с бревен. В первую очередь такое сырье на специальной автоматизированной линии проходит очистку от коры и обрезку сучков. После этого ствол разрезается на фрагменты, удобные для последующего шпонирования.
В процессе доставки древесина может приобрести неодинаковую влажность, и шпон будет нарезаться неравномерно. Чтобы избежать проблемы, куски дерева вымачивают в ваннах с водой, к которой добавляют вещества, улучшающие полезные свойства древесины. После этого куски отправляются на лущильный станок, где острыми лезвиями с их поверхности снимается шпон.
Шпон в большинстве случаев имеет вид либо ленты, либо листов. В таком виде его раскраивают на фрагменты, удобные для формирования изделий запланированного размера. Уже обрезанным шпон проходит по специальному конвейеру, где обдувается горячим воздухом и приобретает уровень влажности не более 4–6%. После этого, чаще всего вручную, производится сортировка шпона по размеру кусков.
Затем переходят непосредственно к склеиванию. Клеящее вещество наносится только на тот слой, который будет внутри толщи листа, его «облицовка» накладывается сверху, не будучи смазанной клеем. В зависимости от того, какая толщина изделия требуется, производитель может добавлять больше наружных слоев, но при этом клеем всегда промазывается тот, который на следующем этапе будет сердцевиной.
Для дальнейшего уплотнения материала его прессуют. Способ прессования зависит от типа использованного клея: это либо 6 часов при стабильной температуре (холодный пресс), либо быстрое сжатие с нагревом и высоким давлением (горячий пресс). Ламинирование и шлифовка завершают процесс производства.
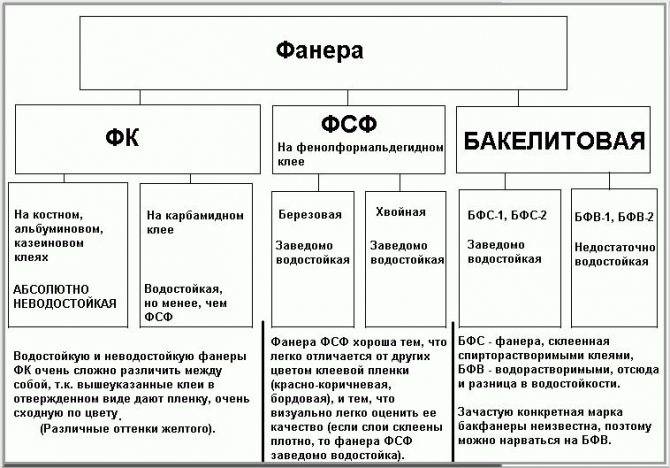
Какая бывает фанера?
Классификация по типу обработки:
- ФК. Влагостойкая продукция на карбамидных клеях. Назначение материала – обшивка внутренних конструкций, а также изготовление предметов интерьера и упаковочной тары. Плиты хорошо подходят для укладки на пол под ламинат и паркет в помещениях с высокой проходимостью.
- ФСФ. Фанера с повышенной влагостойкостью. Для производства применяется фенолформальдегидный клей. Материал обладает улучшенными свойствами, позволяющими размещать листы на участках, которые испытывают серьезные нагрузки. Высокие показатели влагостойкости обеспечивают долговечность и возможность использования для кровельных работ.
Визуально фанерные листы разных классов могут быть похожи, но эксплуатационные характеристики у них порой отличаются довольно сильно
- ФБС. Бакелитовая фанера, пропитанная спирторастворимой смолой. Такая продукция выдерживает постоянные колебания температуры и устойчива к воздействию воды. Обработка также повышает сопротивляемость огню, что позволяет использовать изделие в разных условиях.
- ФБА. Изготавливается на основе альбумино-казеинового клея, отличается более высокими показателями экологической безопасности, но не обладает защитой от влаги.
- БВ. Для производства применяется бакелитовая водорастворимая смесь. Является альтернативой ФБС, но не имеет устойчивости к повышенной влажности.
- ФОФ. Улучшенная вариация ФСФ с облицовкой бумагой высокой плотности, пропитанной синтетическими смолами.
Для бытовых помещений наиболее подходящим материалом считается экологически чистая фанера марки «ФК», но при этом нужно учитывать вид клеящего состава, так как от него зависит уровень влагостойкости Сорта продукции по качеству используемого для изготовления шпона:
- I – на поверхности встречается минимальное количество дефектов;
- II – допускается небольшое коробление, наличие трещин и вставки из древесины для исправления недостатков;
- III – имеет все описанные дефекты, а также червоточины размером до 6 мм;
- IV – продукция с множеством изъянов, разрешается неровность кромок не более 5 мм.
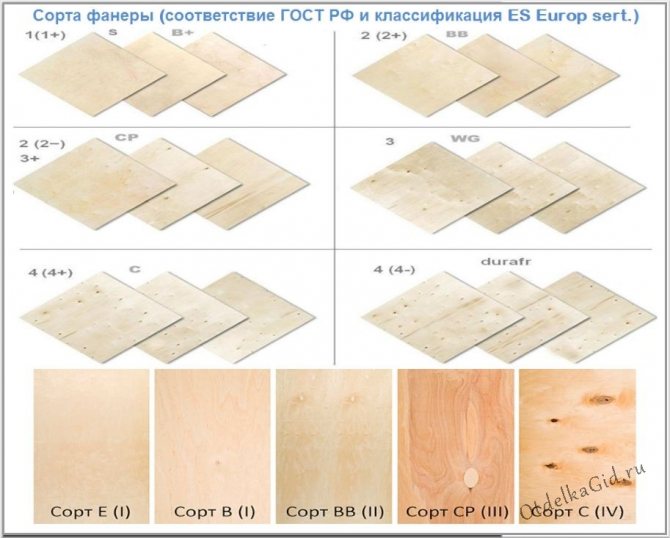
Для лицевой отделки используются высококачественные плиты Е(1), В(1) и ВВ (2), третий и четвертый сорта в основном идут на технические нужды
Сферы применения фанеры

Это универсальный материал, который находит применение как в профессиональных средах, так и в бытовом хозяйстве. Пожалуй, наибольшие объемы фанеры расходуются в строительстве и мебельном производстве. В домашних условиях такие листы можно использовать в оформлении интерьера, отделке помещений и хозяйственных нуждах. Промышленное изготовление фанеры с улучшенными технико-физическими качествами позволяет предлагать достойную продукцию для автомобиле- и вагоностроения. Опять же популярность этого материала обуславливается его низкой стоимостью и достойными эксплуатационными свойствами. Фанера не так прочна по сравнению с металлом и стеклопластиком, но зато более привлекательна на фоне древесно-стружечных изделий. Единственный серьезный ограничитель по использованию таких листов – это наличие химически небезопасных клеевых смесей в структуре. То есть об экологической чистоте речь тоже не идет.
Как согнуть фанеру в домашних условиях.
Как согнуть фанеру — в столярном цеху, в домашних условиях
Существует четыре способа как согнуть фанеру в домашних условиях и каждый из них хорош по своему! Но я выделяю всего один из них, так как остальные предполагают массу манипуляций. Мы о данном способе как согнуть фанеру поговорим в первую очередь, но для начала давайте я их вам представлю:
- Согнуть фанеру при помощи стяжного ремня;
- Согнуть фанеру распарив её;
- Согнуть фанеру сделав надрезы;
- Сделать фанеру рельефной склеивая её части;
Как согнуть фанеру при помощи стяжного ремня.
Мне, если быть честным, таким способом по душе гнуть фанеру толщиною в 2 сантиметра, а остальную толщину наращивать дополнительными листами, просто приклеивая к первому согласно его заданным параметрам. Видите ли, фанера толщиною в 2 см. не такой плотности как мне нужна, а вот 3-4 см фанеры, это уже знаете ли — не «калям-балям».
На этот счёт, как согнуть фанеру при помощи стяжного ремня, есть интересное видео, которое находится в конце материала. Так что тем кто хочет посмотреть в живую как происходит весь процесс сгибания, листаем вниз! А я немного расскажу что там к чему.
Для сгибания фанеры парень приготовил стяжной ремень, соорудил специальные деревяшки которые благодаря своему способу крепления образовывают паз, который с лёгкостью одевается на фанеру. Сам же стяжной ремень надевается на данное приспособление. Это сделано для того, что бы не повредить лист фанеры.
Если вы могли заметить, специалист чем-то намазывает фанеру, это дорогие мои — грунтовка глубокого проникновения*. Ею нужно тщательно пропитать лист с одной стороны, именно стой, в которую вы его будите гнуть. После чего фанеру, при помощи ремня, нужно гнуть до нужных параметров.
На видео изгиб дополнительно фиксируют, для того что бы фанеру не покрутило в момент высыхания. Ну вот собственно и весь способ.
Согнуть фанеру в домашних условиях при помощи распаривания или замачивания.
Метод распаривания или замачивания, как мы могли понять раньше, отлично подходит для фанеры марки ФКФ (влагостойкой), а замачивания для ФК. В домашних условиях согнуть влагостойкий лист фанеры не так-то просто, нежели на предприятии, где есть специальное оборудование: паровые шкафы, пресса и сушилки, но возможно и для этого нам понадобятся некоторые бытовые приборы:
- Это может быть ёмкость с водой, которую будем нагревать, от чего будет выделятся нужный нам пар;
- Подойдут озонаторы;
Сам процесс довольно не хитрый и отлично показан на картинке ниже!
Самый важный нюанс в этом во всём, это то, что нужно соорудить специальное лекало, по которому мы согнём нашу фанеру и закрепим на нём
Лекало делаем согласно наших характеристик.
Тут ещё важно время на протяжении которого мы будем «парить» или замачивать фанеру. В этом нам поможет таблица, которую я вам представлю вам ниже в спойлере.
Согнуть лист фанеры сделав подрезы.
Данным способом, в основном, сгибают листы фанеры толщиною от 22 мм. Прежде чем сделать подрез на фанере при помощи фрезы, нужно задать разметку, в предполагаемых местах сгибания. Но как показывает практика, чем чаще, тем лучше. Глубина прорезания должна быть не больше половины листа и заканчиваться на шпоне который расположен в противоположном направлении. Что мы можем увидеть непосредственно в месте подреза или с боку листа. Это очень тонкий технологический процесс, так что нужно будет набить руку. А иначе лист фанеры, когда вы его попытаетесь согнуть, попросту лопнет.
Данный способ отлично подходит для устройства фанеры в арки, какие-либо рельефные места на стене!
Подрезы после установки фанеры на своё законное место закрывают при помощи шпаклёвки по дереву, подобранную по цвету в такт краски всего изделия.










Сделать фанеру изогнутой используя клей. (Методом наращивания).
Ну этим способом гнуть фанеру само просто. Тут по сути и гнуть то нечего! Сам по себе он предполагает использование тонкослойной фанеры друг к дружке которую, нужно будет клеить под средством клея. Клей выбираем на какой угодно основе, лучше конечно по дереву. А так, а бы держалось и связывало одно с другим!
Ну а вообще, советую вам присмотреться к новой гнущейся фанере Woodskin*. Довольно интересно сделан сам материал: отполирован, полотно собрано из мелких четырёх угольников по виду напоминающие кожу крокодила, гнётся как хочешь и не требует дополнительной внешней отделки.
Производство фанеры
Технология производства фанеры начинается с приемки круглого леса. На участке приемки контролируется качество приходящего сырья, контролируется соответствие объемов заявленных поставщиком, контролируется правильное складирование и хранение древесины.

Поступающее сырье окаривается и сортируется. Чем мягче древесина и менее загрязнена, тем больше продолжительность работы инструмента как при окорке, так и при лущении. Отличительной особенностью сырья для фанеры из березы является сначала ГТО (гидротермическая обработка древесины), а затем уже окорка, в то время как мягкие хвойные породы древесины окариваются без предварительной подготовки. Отделившаяся в процессе окорки кора может быть использована для нужд производства к примеру в котельных. Умные японцы придумали свой способ утилизации коры, подробнее тут.
Следующей операцией после сортировки является раскрой на чураки из которых будет получаться шпон. В процессе этой операции могут быть вырезаны дефекты древесины из хлыста, к примеру небольшой полуметровый участок гнили или участок на котором находится огромный сучок.

Далее из чураков происходит лущение шпона. Как было сказано выше мягкие хвойные породы древесины допускаются к данной операции без пропаривания, более твердые породы необходимо пропаривать. После лущения шпон необходимо высушить, затем рассортировать.
Часть шпона поступает на формирование пакетов фанеры, часть на ремонт, где он склеивается в ребро, из шпона вырезаются сучки и ставятся заплатки — данная операция называется починкой.

В процессе лущения шпона образуются дефекты, вот основные из них:
- Неравномерная толщина шпона по длине шпона.
- Неравномерная толщина по ширине шпона.
- Ворсистость, мшистая поверхность шпона.
- Шероховатость шпона.
- Трещины.
- Слабый, раздавленный шпон.
- Рифленая поверхность шпона.
- Царапины и риски на шпоне.
- Криволинейность кромок ленты шпона.

Сушка, сортировка, ребросклеивание и починка шпона.
После ремонта шпона, его также отправляют на формирование пакетов. Сформированные пакеты прессуют. Прессование фанеры в отличии от дсп может быть организованно как на карбамидоформальдегидной (подробнее о смоле тут) так и на фенолформальдегидной смоле. Температура прессования фанеры от 130 до 170 градусов Цельсия.

Прессованную фанеру обрезают в формат и шлифуют. Затем в зависимости от функций которые будет выполнять фанера, ее могут ламинировать.
Техника и перспективы изготовления фанеры
Березовые, хвойные породы – то из чего производится данный материал. Бревна привозят на завод и укрывают от непогоды и солнца — чтоб лучи ультрафиолета не высушили торцы. Возьмем, к примеру, березу — из нее выходит самая прочная фанера.
На производство эта порода дерева привозится в виде сырья: распилованных бревен. Из них формируется подобие вязанки, «перехваченной» массивной цепью из металла.
 Березовые бревна – сырье для производства фанеры
Березовые бревна – сырье для производства фанеры
Эти «вязанки» аккуратным образом перемещаются в бассейн с горячей водой. Тут древесина пропаривается некоторое время.
 Пропарка сырья
Пропарка сырья
А на поверхность выходит бурая пенка. Это природное вещество — деготь, что выделяется березой.
 Образование дегтя
Образование дегтя
А еще через некоторое время потемневшие бревна выгрузят из бассейна и оставят на открытом воздухе, чтоб уравнять внутреннюю температуру — тепло должно дойти до самой сердцевины древесины. Если ее распарить хорошенько, она становится пластичной.
После заготовки отправляются на лущение. Бревна на станке оборачиваются вокруг оси, специальный нож убирает кору, снимая широкую стружку. Движение происходит по так называемой спирали Архимеда.
 Снятие стружки
Снятие стружки
Для справки: в третьем столетии до новой эры Архимед изобрел формулу для идеальной спирали — та должна равномерно вертеться вокруг точки, приближаясь с каждым витком к ней на равное расстояние.
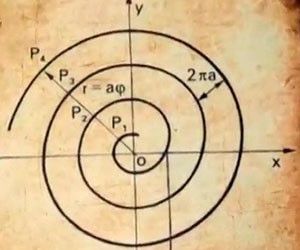 Та самая спираль
Та самая спираль
Такая спираль позволяет резать с заготовок идеально ровные слои. Эта самая стружка, что снята с бревен, именуется листами шпона.
Длина листов шпона, с одного чурака (так называют бревна-заготовки), порой достигает пятнадцати метров. Лист шпона остается теплым, пропитанным влагой (в течение некоторого времени). Ведь, если бревна предварительно не парить, шпон в процессе лущения станет ломаться, будет рваной. Самый тонкий лист из березы – милиметр в толщину.
 Срезание листа шпона
Срезание листа шпона
Кстати, в Штатах, где берез практически нет, фанерный лист режут из хвойных пород. А в Поднебесной – используют тополь.
Стружку затем кроят на специальной гильотине, отправляя в сушилку. Поток горячего воздуха быстро убирает из листов излишнюю влагу, чтоб будущий материал не расслаивался и не шел пузырями.
 Починочный станок режет дефекты и одновременно ставит заплатки на эти места
Починочный станок режет дефекты и одновременно ставит заплатки на эти места
Теперь наступает черед сборки. Для листа в один сантиметр толщиной склеивается несколько слоев шпона. Раньше для процедуры использовали казеин — молочный белок. Казеиновый фанерный лист был прочен, однако был не влагостоек и быстро промокал.
Сейчас шпон, в основном, склеивается при помощи смолы формальдегидной — конечный результат получается влагостойким. У фанерного листа нечетное количество слоев (к примеру, пятислойная). Клеем пропитывают только четные листы, что в процессе сборке должны чередоваться с нечетными – сухими. Основное: слои располагаются перпендикулярным образом. Это придает фанере прочность. Так, у первого листа волокна будут располагаться вдоль, а у второго — поперек. Увеличивается, таким образом, противоударная вязкость, то есть способность к поглощению механической энергии.
 Слои шпона
Слои шпона
Пакетированные слои на пару минут отправляются в пресс, сначала холодный. Там сухие, проклеенные «запчасти» схватываются. Это — первый этап, затем следует горячее прессование. Листы будущей фанеры грузятся в подъемником уже в горячий пресс. Под давлением шпон здесь крепко склеивается. Затем в течение суток листы будут остывать, и завершатся процессы полимеризации клеевой основы.










Теперь обрезаются неровные края у шпона, а изделию придается привычный вид.
 Финальный вариант
Финальный вариант
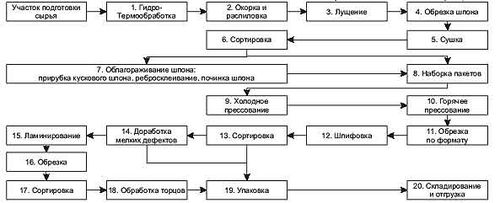
Стадии производства и технологического процесса изготовления фанеры
С незначительными модернизациями касающихся оборудования и склеивающих компонентов, сам технологически-производственный процесс и порядок выполняемых действий для получения фанеры в качестве готового продукта, практически не изменился с 19 века, когда он и был разработан.

Стадии предшествующие получению готовой продукции:
- Заготовка леса (исходного бревна нужных параметров);
- Предварительная обработка – удаление коры, наростов и сучков, придание бревну округлой формы и обработка древесины паром в горячей воде для снижения внутреннего напряжения ствола;
- Лущение шпона – получение тонкой (от 0.5 до 3 миллиметров) и длинной ленты;
- Обработка кромки, ремонт и высушивание шпона;
- Многослойное составление шпона с нанесением клея на плоскости заготовки. Листы укладывают таким образом, при котором волокна каждого последующего за первым слоем листа были ему перпендикулярны;
- Процесс обработки прессованием, сушка в камерах и окончательная обработка фанерных заготовок — кромкованием.
Увидеть производство ламинированной фанеры фсф более детально, можно на видео:
Технологические характеристики и типы фанерных листов
Технология производства фанеры предлагает несколько видов и сортов готовых изделий, различающихся по типу обработки, влагостойкости и сортам. По водоотталкивающим характеристикам, это:
- ФК – фанера, с низкой сопротивляемостью к воздействию влаги и рекомендованная к применению для внутренних строительных работ и отделки;
- ФСФ – фанера в которой для склеивания шпона применялись соединения на основе фенола и формальдегида. Обладает лучшими показателями влагостойкости по сравнению с ФК и возможна к применению при проведении наружных работ. Но из-за своих химических составляющих в клеевом составе, не предназначена для помещений с постоянным нахождением в них людей.
- ФБ – специализированная фанера для климата и помещений с очень высоким содержанием влаги (тропический климат, бассейны, бани и т.д);
- ФОФ – ламинированный с 1 или 2 сторон специальной бумагой или пленкой лист фанеры.
По качеству обработанной поверхности:
- шлифованная с 1 стороны (ш1).
- с 2 сторон(ш2).
- фанера с не шлифованными поверхностями (нш).
Количество сортов определено 4 категориями, зависящими от дефектов листа (сучки, дефекты производства).
Стадии производства фанеры
Фабричное производство фанеры разных видов, на некоторых этапах немного отличается, но основной технологический процесс ее изготовления остаётся все тем же.
Существуют следующие этапы производства:
- Подготовка древесины.
- Заготовка шпона.
- Склеивание шпона в листы.
- Нанесение защитного и облицовочного покрытия.
Заготовка древесины для получения фанеры

Для производства фанеры используется шпон из лиственных пород и хвойной древесины. Для наружных слоев предпочитают березу, реже граб, тополь, бук и ольху. Цена березового шпона в закупке материала, является самой дешевой, потому она и обрела такую популярность среди производителей. Граб, тополь, бук и ольху считают дорогостоящими материалами, потому их используют для производства шпона по индивидуальным заказам. С хвойных пород деревьев, часто изготавливают внутренний слой, из-за хорошей прочности и небольшой стоимости этой древесины в закупке.
Привезенный материал в первую очередь проходит калибровку на специальном станке. Снимаются все излишки, сучки и кора в результате достигается ровный круг на срезе в соотношении с центром древесины. Длинные бревна разрезаются на одинаковые чурки и направляются на этап варки.
Размягчённое в воде бревно легче поддается лезвиям станков, это в несколько раз ускоряет процесс нарезания и сохраняет длительное время податливость материала.
В воду могут добавлять вещества, придающие будущим изделиям дополнительные свойства. Как только древесина равномерно пропитываться влагой, ее отправляют на этап изготовления шпона.
Процедура изготовления и отделки шпона
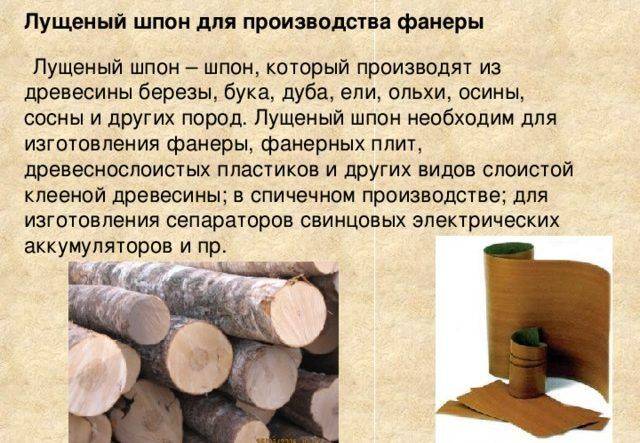
Шпон для производства фанеры
Подготовленные бревна загружают в специальные установки, фиксируя их между тремя валиками и, с помощью лезвий срезают листы или ленту шпона. Валики одновременно фиксируют и вращают бревна с заданной скоростью. Размеры определяют в зависимости от технических характеристик лущильного станка и размеров готовой продукции. Листы складывают в стопки, а ленту сматывают в рулон.
Далее, шпон загружают в форматно-раскроечный станок, с которого выпускают ленту и ножами нарезают ее на листы требуемых размеров. Весь процесс автоматический и настраивается оператором станка.
Сушка проводится в специальных закрытых помещениях, с автоматическим контролем температуры. Горячий воздух стараются распределять неравномерно, чтобы разделить сушку на несколько последовательных этапов. Рулоны или листы в подвешенном состоянии перемещают по многоэтажной роликовой системе. Это позволяет провести процесс сушки максимально эффективно с соблюдением всех временных ограничений. Влажность шпона должна быть – от 4 до 6%.
После сушки, шпон проходит ОТК. Контролеры и рабочие удаляют все дефектные участки, листы сортируют согласно требуемым размерам и влажности. Готовый элемент отправляют в цех производства фанеры.

Цех по производству фанеры
Помощь
Если статью читают специалисты, то более глубокие знания о изготовлении фанеры можно получить у меня, если обратиться за консультацией.
Кроме этого могу организовать поставку оборудования и продать ваше оборудование.
Часто производители фанеры ставят на своем производстве собственное производство по варке смолы. Это позволяет снизить себестоимость смолы на 3 — 6 рублей. Я написал в своей новой книге как все это организовать, дал очень подробную информацию как сварить смолу и какое оборудование для этого нужно. Смола подходит как для фанеры, так и для других древесных плит и даже для бруса из опилок. Подробнее о книге в разделе «КНИГИ».
Удачи и до новых встреч!
Сборка пакетов
Фанера может быть с четным и нечетным числом листов шпона. При наборе листов фанеры существуют определенные правила:
- На наружные слои фанеры используется более качественный шпон, чем на внутренние.
- На наружные поверхности фанеры шпон должен быть обращен правой чередой. Чередование в шпоне правой и левой сторон должно учитываться также при формировании внутренних слоев фанеры.
- При нечетном числе слоев фанеры смежные слои должны иметь взаимно перпендикулярное направление волокон.
- Симметрично расположенные листы шпона должны быть из одной породы древесины, иметь одинаковую толщину, направление волокон и влажность.
- При формировании пакета из нескольких листов фанеры лицевые наружные слои должны укладываться вовнутрь пакета.
К операции сборки пакетов предъявляются следующие требования:
- Соблюдение правильного расположения слоев шпона друг относительно друга (без сдвигов),
- Минимальные затраты труда,
- Максимальная скорость сборки.
Сборку пакетов можно выполнять:
- а) позиционным способом на определенном рабочем месте последовательным накладыванием листов шпона друг на друга,
- б) на пульсирующем конвейере, когда после последовательной сборки всех листов шпона в один пакет конвейер перемещается на один шаг.
При увеличении слойности фанеры производительность будет выше при втором способе. На этом участке для сокращения затрат труда используются различные питатели и укладчики шпона (в основном для подачи шпона в клеенаносящие вальцы).
Подпрессовывание пакетов шпона выполняется для получения плотных пакетов, удобных для транспортировки и загрузки в пресс. Подпрессовка позволяет: исключить взаимное смещение листов шпона в пакете; уменьшить повреждение наружных слоев пакета; увеличить скорость транспортировки пакета в пресс; повысить производительность клеильного пресса за счет уменьшения высоты проемов и увеличения их количества, сделать работу клеильных прессов независимой от сборки пакетов.
Для подпрессовки используют холодные однопролетные прессы ДО 838-Б с верхним давлением, а также прессы П714Б, в которых удалены промежуточные плиты. На рис. 1 представлен пресс для холодной подпрессовки РР фирмы «Angelo Cremona» (Италия).
Рис. 1. Пресс для холодной подпрессовки РР «Angelo Cremona»
Подпрессовывание выполняют в одноэтажном прессе большой стопой (число пакетов то, которое входит в промежуток пресса).
Режимы подпрессовывания представлены в табл. 1.










Таблица 1. Параметры подпрессовывания
| Режимы подпрессовывания | Клеи | |
| фенолоформальдегидные | карбамидоформальдегидные | |
| Продолжительность свободной выдержки до подпрессовывания, мин | 10…15 | — |
| Продолжительность подпрессовывания, мин | 5…10 | 7…10 |
| Давление подпрессовывания, МПа | 1,0…1,5 | 1,0…1,2 |
| Продолжительность возможного хранения, в часах не более | 24 | Зависит от жизнеспособности клея |
Часовая производительность подпрессовочных прессов А, м3/ч:
где Н – высота рабочего промежутка; Кп – коэффициент плотности укладки шпона; Кв – коэффициент использования рабочего времени, Кв=0,94; Sп – толщина пакета, равная сумме толщин листов шпона, из которых формируется один лист фанеры, мм; τ1 – время цикла подпрессовывания, мин.
Производство фанеры
Введение
Задачи промышленности по совершенствованию
технологии выпускаемой продукции
Основной классификационный признак фанеры и фанерной
продукции – ее назначение. По этому признаку фанеру можно рассматривать как
конструкционный материал и как материал, предназначенной для отделке, например,
в мебельном производстве. К другим классификационным признакам относятся:
порода древесины, формат листа, толщина фанеры, конструкция листа,
физико-механические свойства (прочность, водостойкость, плотность и т.д.), а
также наличие отделочного материала.
В мировой практике до 50% объема составляют фанера
специального назначения – для применения в строительстве, вагоностроение,
судостроение и других областях человеческой деятельности. Такая фанера успешно
конкурирует не только с древесиной, но и другими материалами, что создает
определенные условия для стабильного положения в фанерной промышленности,
несмотря на все колебания рыночной конъюнктуры.
В России фанера выпускается по ГОСТам 14 наименований, однако
более 90% выпуска представляет общего назначения, не адаптированной для
конкретных видов применения. Такое положение дел нельзя назвать благополучным,
несмотря на то, что в этой отрасли ЛПК дела обстоят сравнительно неплохо.
Экспортная ориентация отрасли заставляет следить за тенденциями производства и
потребления различных материалов на мировом рынке.
Само слово «фанера» пришло к нам из немецкого языка (нем.
Furnier – шпон, фанера; от франц. fournir – снабжать, накладывать) и обозначает
листовой древесный материал. Фанера представляет собой слоистую клееную
конструкцию, состоящую из трех и более листов древесины с взаимно
перпендикулярным расположением волокон в смежных слоях. Это придает фанере
повышенную прочность в различных направлениях, стабильность формы, что является
несомненным преимуществом по сравнению с натуральной древесиной. Так же фанера,
как и древесина, – материал, легко поддающийся обработке. Поверхность фанеры
обрабатывается разными способами: ламинирование, покрытие строганым шпоном,
красками, лаками.
Фанера имеет небольшой вес, легко комбинируется с другими
материалами, проста в обработке, устойчива к перепадам температуры, имеет
эстетичный внешний вид. Ее прочностные, теплопроводные и экологические
характеристики гораздо выше показателей прочих древесно – плитных материалов,
таких как ДСП, ДВП и МДФ. Относительное соотношение высоких эксплуатационных
показателей и себестоимости производства у фанеры гораздо выше в сравнении с
продукцией, изготовленной из металла или пластика.
1. Характеристка и размеры
Декоративная фанера подразделяется:
по количеству облицованных сторон – на одностороннюю и
двухстороннюю;
по внешнему виду облицовочного покрытия – на глянцевую и
полуматовую;





