
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода
Это сильно отразится на пропускной способности будущего участка трубопровода.
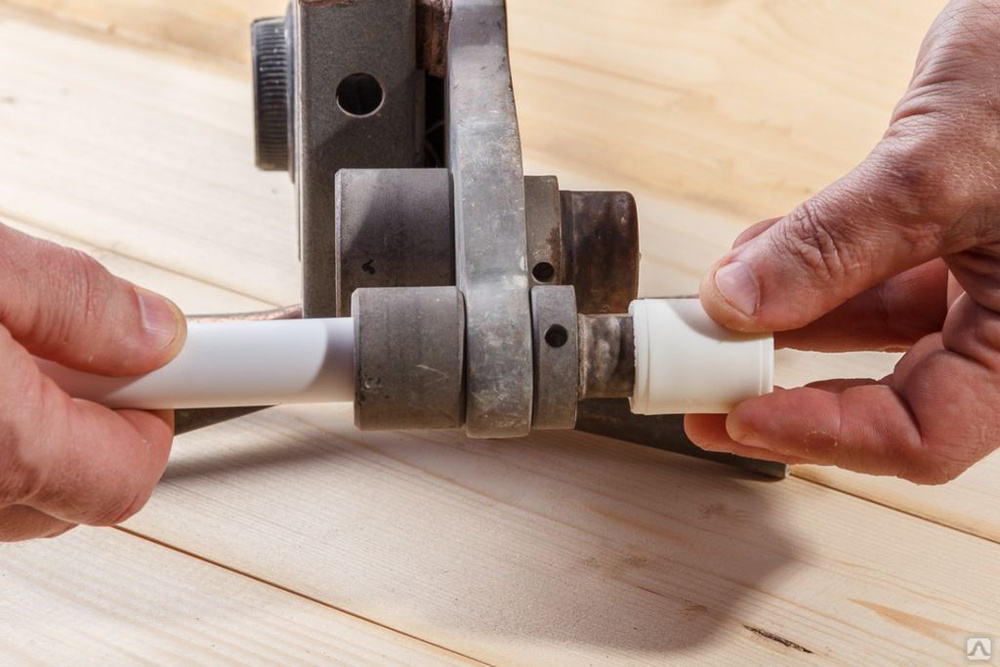
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.






В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
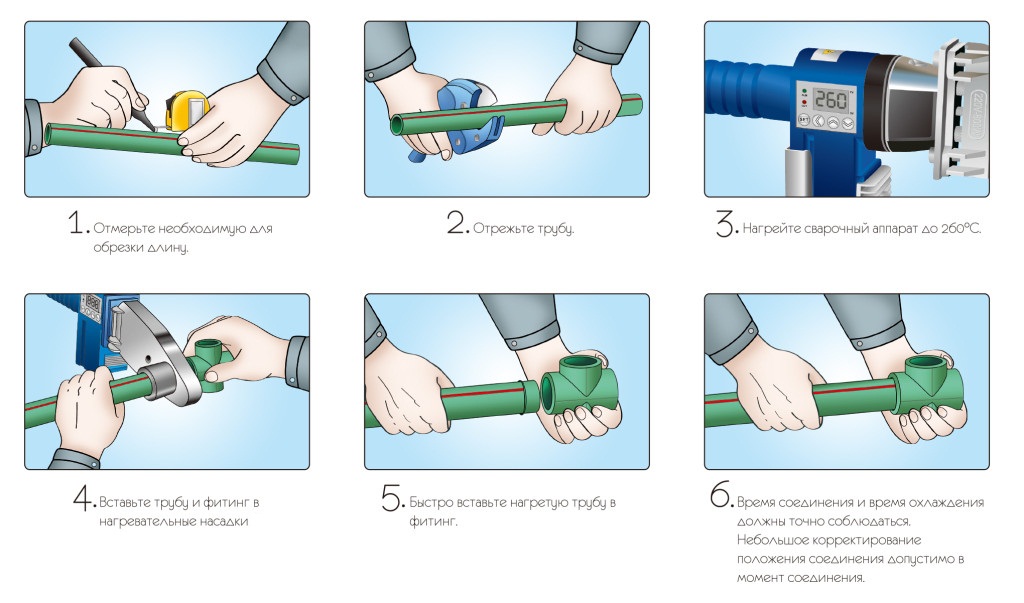
Инструкция по сварке
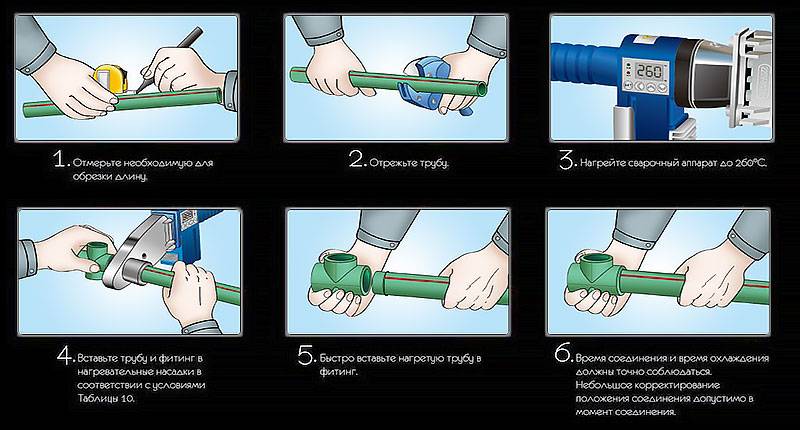
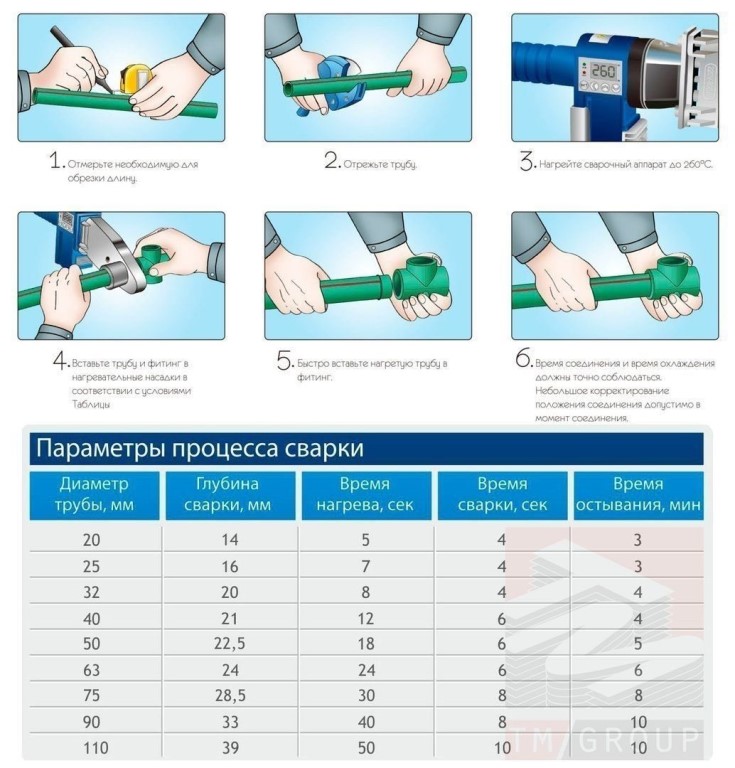
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
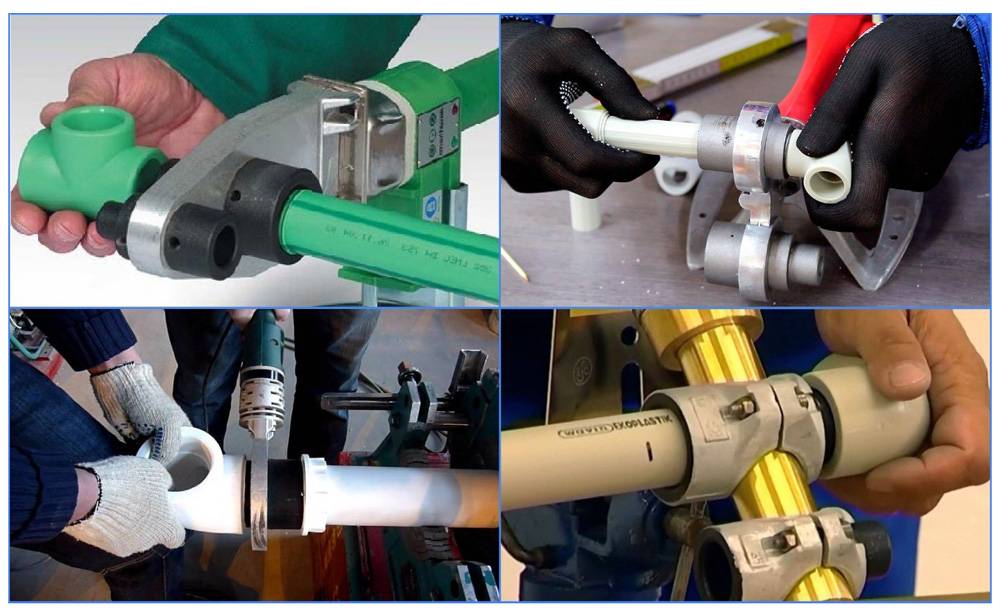
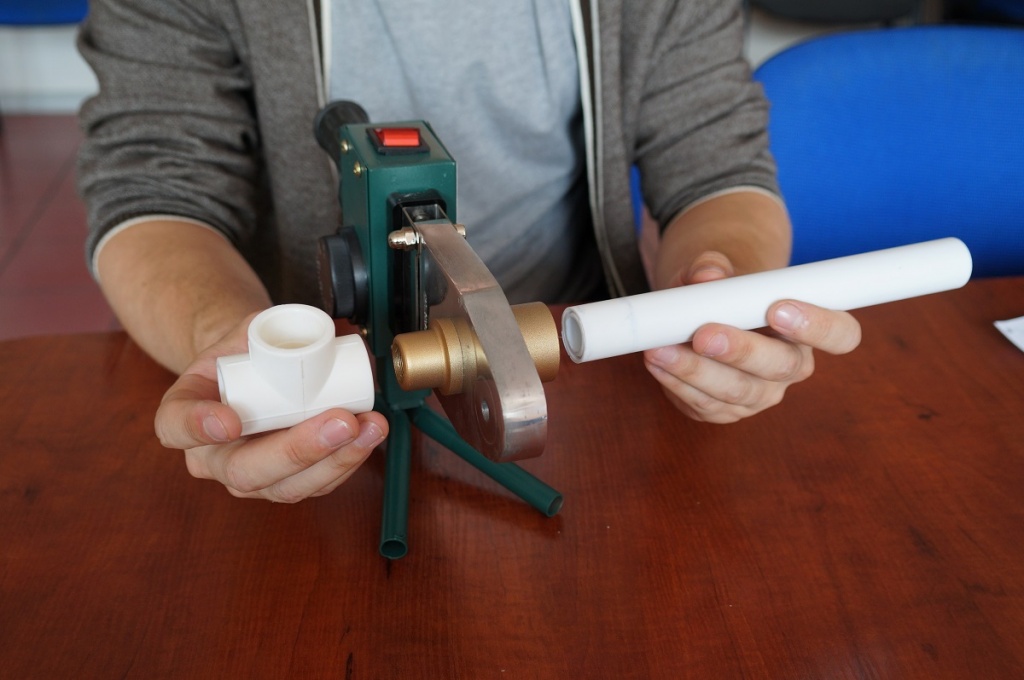
Сварка
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Недостатки полипропилена
Однако, они не лишены недостатков, которые связаны с особенностями самого материала:
- Полипропилен является легкоплавкой пластмассой;
- Обладает высоким коэффициентом теплового расширения.
Теперь подробней рассмотрим недостатки трубопроводов, выполненных из этого материала.
Теплостойкость
Заявленная температура плавления материала составляет 175 градусов по Цельсию, однако, размягчаться он начинает при гораздо меньшей температуре – 140 градусов. Гарантированная же температура, при которой изделия соответствуют всем заявленным характеристикам и трубопровод работает как положено, составляет 95 градусов по Цельсию (у некоторых сортов и того меньше).
Такой большой температурный «запас» связан с тем, что при одновременном воздействии на стенки полипропиленового трубопровода одновременно высокой температуры и давления, его стойкость значительно меньше, чем при воздействии этих факторов по отдельности.
Температурное расширение
Как известно, при нагреве все материалы расширяются, только одни больше, а другие – меньше. Полипропилен относится к тем, которые расширяется очень сильно. Конечно, для холодного водопровода это свойство значения не имеет, но при обустройстве систем отопления или горячего водопровода, доставляет массу проблем:
| Эстетика | При удлинении, трубопровод идет малопривлекательными волнами |
| Целостность декоративных покрытий | В случае скрытого монтажа трубопровода, к примеру, в покрытии стен или под стяжкой, расширение приводит к растрескиванию покрытия. |
Решение проблем
Как вы наверняка догадались, решением всех вышеперечисленных проблем являются армированные трубы из полипропилена. Дело в том, что армировка служит прочным каркасом для трубы, который не позволяет ей увеличиваться при нагреве в длину и ширину.
Кроме того, при чрезмерном нагреве, армировка не позволяет трубе раздуваться и лопаться. Правда, заявленная производителями максимальная рабочая температура, все равно составляет 95 градусов по Цельсию, но армированные трубы все же гораздо более термоустойчивы.
ТОП-5 моделей паяльников для пластиковых труб
Dremel Versatip 2000-6
Данная модель является лидером рейтинга, и она способна: расплавлять, резать, выжигать, запаивать и даже удалять краску. Благодаря своей функциональности популярна как в рядах любителей, так и профессионалов. Для работы устройства используется жидкий газ (бутан). Для удобства работы выбирается необходимый температурный режим. Быстро нагревается, в течении нескольких секунд и также быстро режет и плавит пластик.
Gerat Weld 75-100 69110
Ручное оборудование для соединения пластиковых труб с двумя элементами. Один ТЭН, идущий в комплекте – резервный. Инструмент имеет мощность 1.6 кВт. В набор включен термостат и набор оптимальных насадок. Все оборудование помещено в удобный металлический кейс. Это надежная, функциональная и мощная модель. Среди минусов разве что сравнительно высокая стоимость.
BRIMA TG-171 0010291
Относительно недорогой и качественный аппарат мощностью 750 Вт. Им легко пользоваться и по техническим характеристикам TG-171 не уступает более дорогостоящим моделям. Благодаря быстрому прогреванию можно быстро реализовать сцепление труб. В стандартную комплектацию входит регулятор температуры. Преимущества: оборудуется 6 двухсторонними вставками, 2 лампами индексации, легок в эксплуатации. Минус: не самая удобная подставка.







Внешний вид модели
Prorab 6405-к
Доступный и мощный (2 кВт) прибор, пользующийся большой популярностью на территории России. Оборудован двумя режимами накала и регулятором температуры. Комплектация включает в себя 6 насадок, подставку, рулетку и ножницы. Большая мощность позволяет пользоваться паяльником при ветряной погоде. Достоинства: функциональность, доступность, возможность выбора насадки.
СПЕЦ ПТП-1000 СПЕЦ-3268
Недорогая модель, оснащенная подставкой, насадками, отверткой и ключом для смены насадок. Прибор имеет мощность 980 Вт, чего достаточно для практически всех бытовых задач. Благодаря регулятору температуры пользоваться прибором удобно. Помещается в специальный кейс, правда он не может похвастаться своей прочностью.
Инструкция на проектирование и монтаж полипропиленовых трубопроводов
Трубы и фитинги, изготовленные из PPRC, могут применяться при прокладке технологических трубопроводов для транспортирования жидких и газообразных продуктов. В приложении приведены таблицы химической стойкости материала. Проектирование должно осуществляться в соответствии с «Инструкцией по проектированию технологических трубопроводов из пластмассовых труб СН-550-82», ОСТ 36-100.309-86, СББТ «Монтаж технологических трубопроводов. Требования безопасности» и другими нормативными документами. Запрещается прокладка трубопроводов из материала PPRC в помещениях, относящихся по пожарной безопасности к категориям А, Б, В. Нормы проектирования и монтажа трубопроводов для систем водоснабжения содержатся в СНиП -85 и в с водах правил СП и СП 40-102-200. Напорные трубы, предназначенные для внутренних водопроводов должны соединяться на сварке в раструб, разъёмные соединения предусматривают в местах установки арматуры, присоединений к оборудованию и для возможности демонтажа элементов трубопровода в процессе эксплуатации.
Трубы PPRC производимые из сырьевого материала Тип-3 PP-R (рандом сополимер) ввиду своей физической структуры имеют свойство удлиняться при высоких температурах и сокращаться при низких. Ввиду этого для трубопроводов длиной более 5 м необходимо учитывать правила расширения. Величина линейного расширения участка трубопровода L1 при открытой прокладке определяется по формуле: ∆L= α * L*∆t, где — ∆t расчётная максимальная разность температур (между рабочей и при его монтаже), α- коэффициент линейного расширения (α=0,15 мм/мК), L – длина трубы в метрах.
Таблица линейного расширения прямых труб PPRC

Если линейные изменения трубопровода должным образом не компенсируются, то есть, если нет возможности удлинять или укорачивать трубопровод, в стенках трубы концентрируются дополнительные напряжения растяжения или сжатия, сокращающие срок эксплуатации трубопровода. У полипропилена для компенсации линейных изменений используется гибкость материала. Помимо компенсации на изгибе трубопроводной трассы используются изгибающие компенсаторы. Подходящим способом компенсации является тот, при котором трубопровод отклоняется в прямом направлении от первоначальной трассы, а на этом перпендикуляре оставляется свободная компенсационная длина, которая обеспечит то, что при расширении прямой трассы не возникнут значительные дополнительные напряжения тяги и давления в стенке трубы.
Инструкция изготовления компенсатора для труб PPRC.

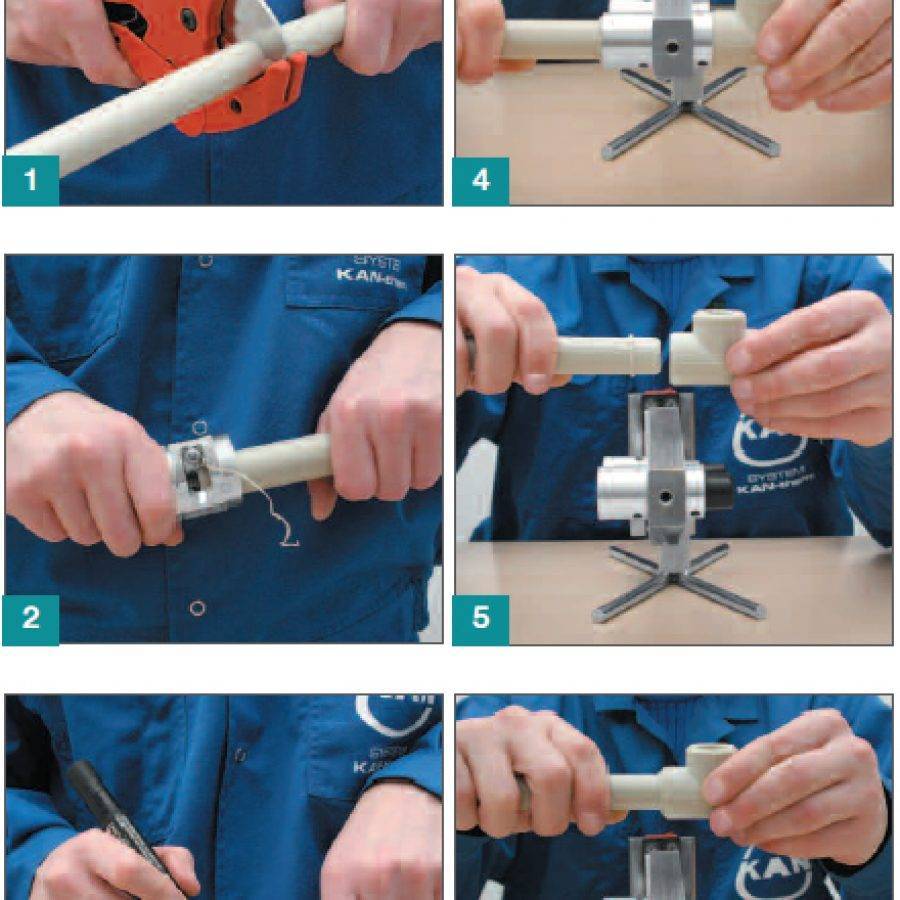
Инструкция: как сварить пластиковые трубы
Учиться сварке пластиковых трубопроводов враструб нужно на практике. Трубные заготовки и комплектующие для систем всегда покупают с запасом. Для приобретения навыков работы на оборудовании пластиковые элементы нарезают небольшими отрезками. Технологический процесс состоит из нескольких этапов, каждый из них рассмотрен отдельно.
Подготовка труб под сварку
Нарезают пластик на фрагменты в соответствии со схемой разводки. Кромки делают под прямым углом. Сначала делают разметку, затем врезаются в пластик. Только после этого резким усилием разрезают заготовку окончательно. Элементы раскладывают на чистой ровной поверхности в удобном для сварки порядке. Рядом размещают необходимые соединительные элементы: фитинги, отводы, тройники, муфты.
Каждый стык перед сваркой зачищают, чтобы не оставалось заусениц, обезжиривают. Трубы с фольгированным слоем обязательно фальцуют – слой металла полностью срезают в месте стыка.
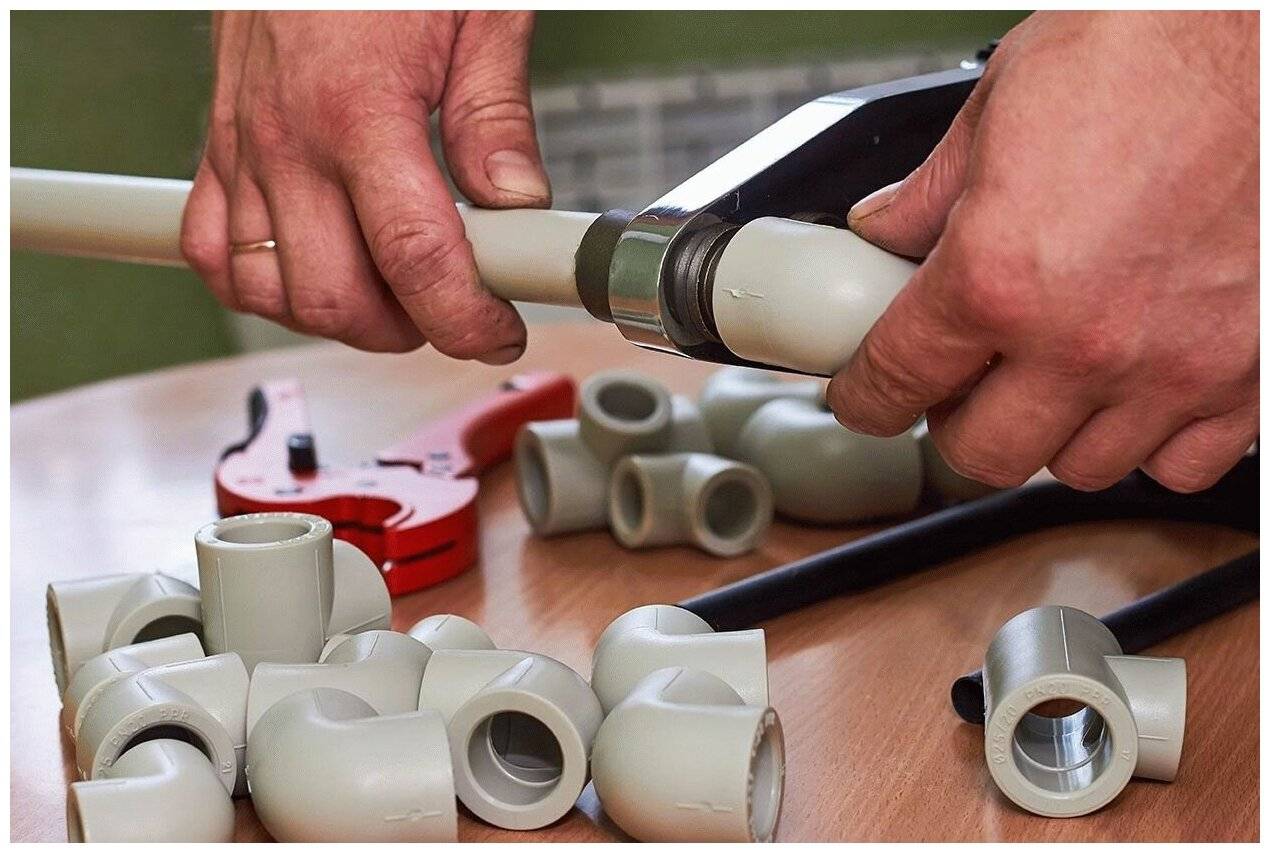
Настройка сварочного аппарата
На паяльнике закрепляют насадки необходимого диаметра. Инструмент для сварки прочно устанавливают на ровной поверхности, чтобы он не качался. Регулятор нагрева переводят в нужное положение. Для сваривания пластиковых труб паяльник разогревают от +255 до 280°С вне зависимости от толщины трубопроводов. Меняется только время нагрева деталей при сварке, интервал выдержки соединения до затвердевания.
В комплекте со сварочным аппаратом идут насадки под трубы различного диаметра
Нагрев деталей
При сварке одновременно нагревают оба элемента: трубные заготовки снаружи (их вставляют в нагревательный элемент), фитинги – изнутри (их насаживают на нагреватель). Детали продвигают с умеренным усилием до упора – площадки утюга. От момента касания отсчитывается время нагрева, интервал зависит от диаметра трубной заготовки:
| Диаметр заготовки, мм | Время нагрева, сек | Глубина насадки, мм |
|---|---|---|
| 20 | 8 | 14 |
| 25 | 9 | 16 |
| 32 | 10 | 20 |
| 40 | 12 | 21 |
| 50 | 18 | 22,5 |
| 63 | 24 | 24 |
Время выдержки стыка от 4 до 8 секунд. Данные, приведенные в специальных таблицах сварки пропилена ориентировочные. Перед монтажом трубопровода время нагрева и выдержки устанавливают экспериментальным путем. Пластик должен разогреваться не на всю глубину стенки, чтобы не было внутренних наплывов. Опытные заготовки делают небольшими, чтобы просматривалась внутренняя поверхность раструбного соединения.
Соединение деталей
Разогретые на насадках полимерную трубу и фитинг нужно соединять быстро, с усилием, не допуская перекосов. Делают это одним движением, без проворачивания. Заготовки для сварки диаметром больше 50 мм (для системы водоотведения) соединяют с применением центровщика, вручную качественных соединений не получить. Заготовки удерживают в руках до затвердевания пластика. После этого образованный узел оставляют до полного охлаждения на 3-10 минут в зависимости от толщины заготовок.
Разогретые на насадках детали нужно соединять быстро, с усилием, не допуская перекосов
Зачистка
Напильником аккуратно снимают наружные наплывы полимера. Они не должны быть большие при правильном разогреве и сжатии. Внутренних наплывов на швах не должно быть, это брак. После монтажа водопровода нужно удостовериться в надежности швов. Воду в систему подают не раньше часа выдержки. Если обнаружена протечка, стык вырезают, на его месте делают новое фланцевое соединение.
Основные правила пайки полипропиленовых труб
Для получения качественных показателей таких, как герметичность сваренного узла, сохранение внутреннего диаметра в местах состыковки деталей, эстетичный вид и т. д., необходимо учитывать следующие правила.
Место соединения должно быть сухим и чистым от грязи
Часто, на практике, возникает ситуация когда нужно в имеющуюся пластиковую разводку впаять фитинг. Хотя трубопровод и оборудован общим краном, но из-за износа, до конца не может выполнить своего предназначения. В таких ситуациях поступления воды вместо соединения неизбежно. Для устранения утечки на время спаивания элементов можно предпринять следующие шаги:
Шаг 1. Перекрыть общую задвижку подачи воды, через смеситель спустить остаток воды в канализацию, отрезать трубопровод в месте состыковки с учетом глубины погружения, слить воду, осушить место и произвести сварку узлов. В этом случае, желательно, заменить неисправную запорную арматуру.
Шаг 2. Временно остановить истечение жидкости можно при помощи вымещения или осушения водяного столба из трубопровода, если подача воды при этом на какое-то время прекращается (достаточно и 30 сек.). Если утечку нельзя остановить, тогда внутренняя полость водопровода заделывается хлебной мякотью, а после сваривания ее удаляют через ближайший смеситель, но перед этим, с его сливной трубки откручивается фильтр. В качестве пробки не рекомендуется использовать туалетную бумагу, она плохо выходит из трубопровода.
Не перегревайте места соединения
Из-за чрезмерного перегрева уменьшается сечение трубопровода, и соответственно снижается интенсивность подачи воды или теплоносителя. Перегрев может возникнуть в результате не соблюдения температуры сваривания и времени выдержки деталей в насадке. В таблице 1 представлены данные по получению качественного шва для некоторых размеров труб.
Насадка паяльника должна быть надежно зафиксирована
Шатающийся биток в процессе работы с деталями повреждает нагревательную поверхность паяльника и способствует образованию несоосной состыковки.
После соединения элементов не вращайте и не перемещайте их более чем на 5 градусов
Для получения равномерной диффузии желательно после соединения не вращать и не выравнивать спаянные элементы в течение времени застывания шва.
Движение заготовки в битке должно быть прямолинейное
Другие движения могут способствовать снижению прочности шва. Место спая, конечно же, выдержит давление воды в центральной магистрали, которое обычно находится в пределах 2 — 3 бара, но при номинальном давлении (10, 20, 25 бар), возможно, будет пропускать жидкость.




![[инструкция] пайка полипропиленовых труб | видео](https://estatemebel.ru/wp-content/uploads/0/2/c/02cfab95467c495dd96a4cfc02bd8ac4.jpeg)



Сварка труб в неудобном месте
На прямых трубных прогонах паять трубы значительно легче, чем в труднодоступных местах. Во избежание неприятных моментов в процессе монтажа системы трубопровода лучше всего собирать его на поверхности стола. Бывают случаи, когда спаять трубы нужно в неудобном месте – возле батареи, под потолком, у стены или на углах. При самостоятельном монтаже без еще одной пары рук не обойтись.
Все движения должны быть точными и быстрыми, а если появилось малейшее искривление – замените элемент
Важно соблюдать постоянную температуру, перегревание труб из пластика при соединении в местах с ограниченным доступом приводит к потере ими формы и проблемам с дальнейшим монтажом
Советы по выбору и эксплуатации инструмента
Очень важно правильно выбрать инструмент для пайки полипропиленовых труб. Чем меньше в аппарате будет пластиковых вставок и частей, тем он будет надежнее
Наличие в приборе качественного терморегулятора позволит более прочно соединять элементы между собой. Мощность паяльника также важна. Для домашней пайки труб небольшого диаметра будет достаточно 700 Вт, а для профессионального использования мощность выбирайте побольше.
Металлические насадки для паяльника обычно имеют тефлоновое покрытие. Чтобы защитить его от царапин, храните аппарат с насадками только в специальном ящике.
Надеемся, вы убедились, что имея в наличии инструкцию пайка полипропиленовых труб своими руками — вполне выполнимая работа даже для неопытного в таких делах мастера. Главными факторами успеха являются аккуратность и точность, а также использование качественного инструмента и комплектующих.
Недостаточный или избыточный нагрев трубы
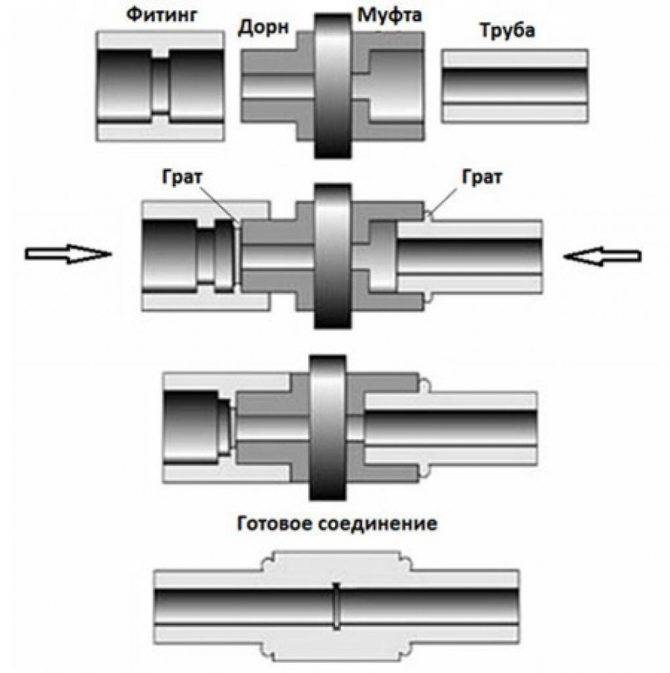
Для соединения полипропиленовых труб пайкой используется специальный сварочный аппарат, термически воздействующий на контактные поверхности. С помощью дорна и гильзы аппарат расплавляет внутреннюю и наружную части раструба, после чего детали надежно крепятся друг к другу.

Важнейшим параметром в данном случае, влияющим на качество соединения, является время нагрева. Деталь должна разогреваться на протяжении определенного количества секунд, зависящего от температуры паяльника и рекомендаций производителя полипропиленовых труб. Опытному мастеру проще определить достаточность степени нагрева «на глаз», однако новичку не стоит доверяться наитию, а строго следовать инструкциям к аппарату и приобретенной модификации трубы. В ином случае вы рискуете получить ненадежные стыки:
- недостаточный нагрев гарантированно повлечет за собой протечки;
- перегрев деталей грозит образованием наплывов внутри полости трубы, что снизит пропускную способность водопроводной системы.





